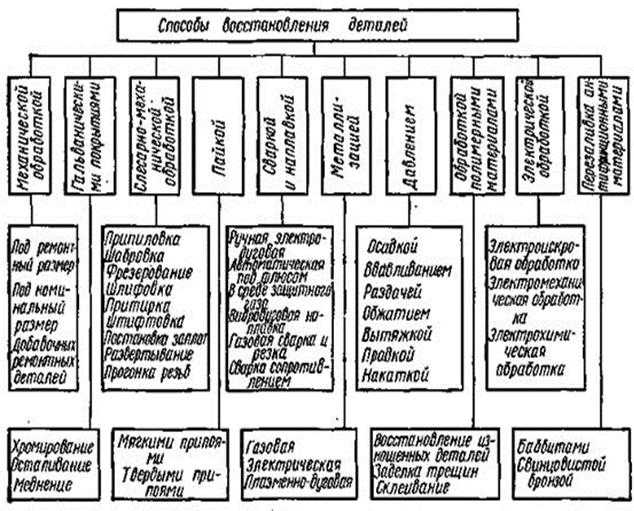
Величины допускаемого износа деталей узлов
| № группы | Дефект или повреждение | Эскиз | Категория | Предельно допустимые значения параметров при техническом состоянии | Примечание | |
| Исправном | Работоспособном | |||||
| 1 | Вырез в элементе конструкции | А | Не допускается | Проверяется расчетом | — | |
| 2 | Вырез в элементе конструкции | Б | То же | То же | — | |
| 3 | Отсутствие элемента | · | А | То же | Не допускается | — |
| 4 | Разрыв (излом) элемента | А | То же | То же | — | |
| 5 | Прожог отверстия в элементе конструкции | Б | То же | Проверяется расчетом | — | |
| 6 | Смятие и вертикальный износ головки рельса | В | Не допускается | d ≤ 6 мм | Для КР70 и
Р43 |
|
| d ≤ 7 мм | КР80 и Р50 | |||||
| d ≤ 10 мм | КР100 | |||||
| d ≤ 12 мм | КР120 |
Рисунок 16 – Допускаемые износы
Предельные величины износа деталей
Величина износа, не нарушающая нормальную работу соединения, называется допустимой.
Износ, при котором дальнейшая работа узла или машины технически ненадежна или экономически нецелесообразна, называется предельным.
Изменение размеров деталей и их износ могут происходит по-разному. Как правило, одна из трущихся поверхностей изнашивается менее равномерно, чем другая; например, вкладыши подшипников изнашиваются менее равномерно, чем шейки валов. Неравномерному износу подвержены зубья звездочек и шестерён, зубья ковша экскаватора, шейки коленчатого вала двигателя и других деталей. В результате. износа снижается прочность деталей, изменяется характер посадки, происходит расстройство работы других деталей сопряжения или узла. Очевидно, момент выбраковки деталей должен соответствовать такой степени износа, которая является для них предельно допустимой.
Чаще всего предельные износы деталей устанавливают по следующим признакам:
- снижению прочности детали при изменении ее размеров вследствие износа. По этому признаку, в частности, устанавливают предельный износ зубьев зубчатых колес;
- изменению служебных свойств детали или узла. Например, при износе поршневых колец в двигателе внутреннего сгорания будет происходить повышенный прорыв газов в картер, увеличится расход масла, значит служебные свойства поршневых колец потеряны, и их необходимо заменить;
- изменению посадки сопряжения, вызванному ростом зазора либо расстройством неподвижного соединения из-за уменьшения натяга вследствие смятия металла;
- влиянию изношенных деталей на нормальную работу других деталей узла. Например, перекос валов, возникающий при большом износе подшипников зубчатого редуктора, нарушает правильность зацепления зубчатых колес, что в свою очередь вызывает их ненормальный износ, а иногда и поломку;
- снижению износостойкости деталей. Например, при износе поверхности цапфы вала, превышающем толщину цементированного слоя, его эксплуатация должна быть прекращена, так как после этого скорость изнашивания возрастает в несколько раз.
Величины предельных износов могут быть установлены по техническим условиям на контроль и сортировку деталей для их ремонта. Для многих строительных машин такие нормативы еще не разработаны, поэтому при установлении предельных износов пользуются следующими признаками потери работоспособности машины: изменением характера посадки между сопряженными деталями, появлением в механизмах машины дополнительных нагрузок, создающих возможность поломок, изменением качества получаемой продукции и производительности, трудностью запуска машины и другими показателями.
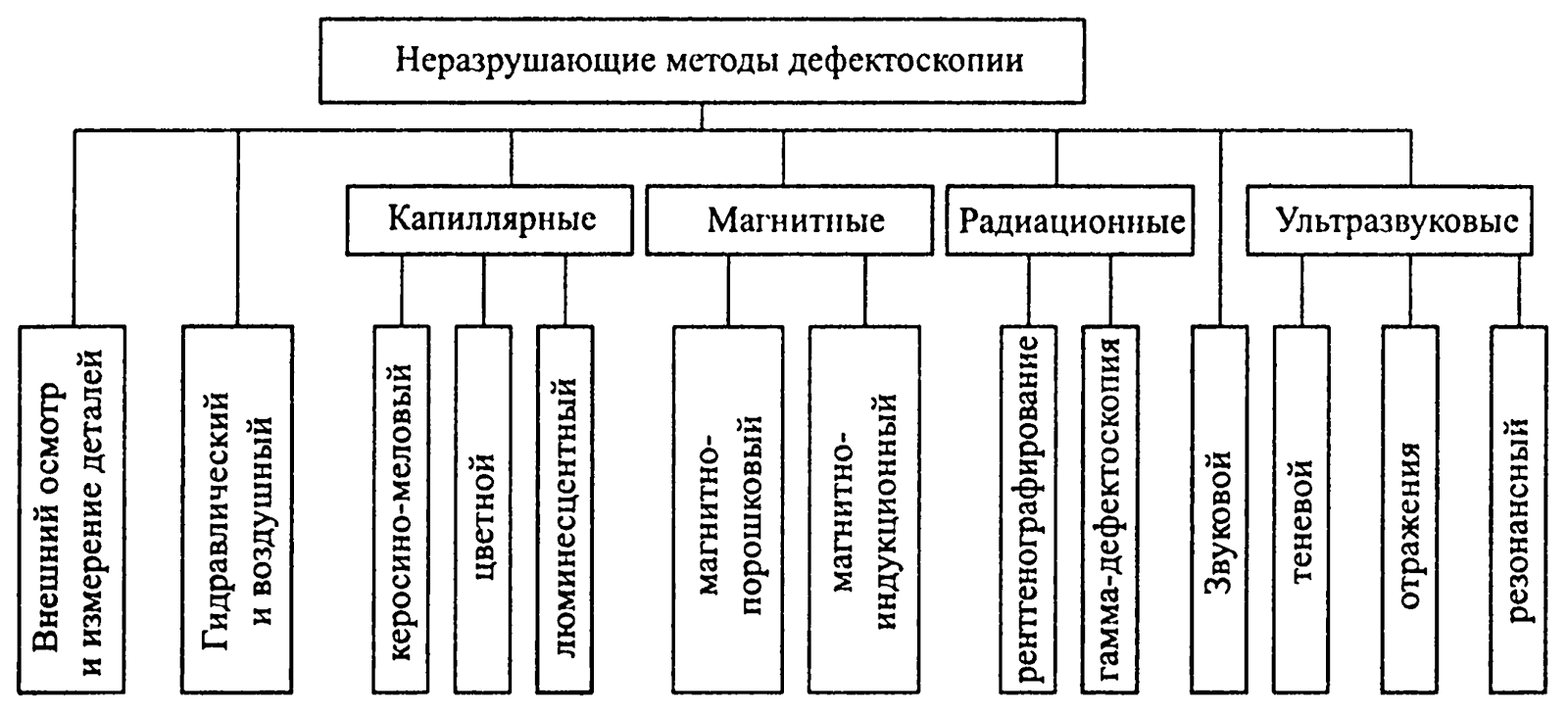
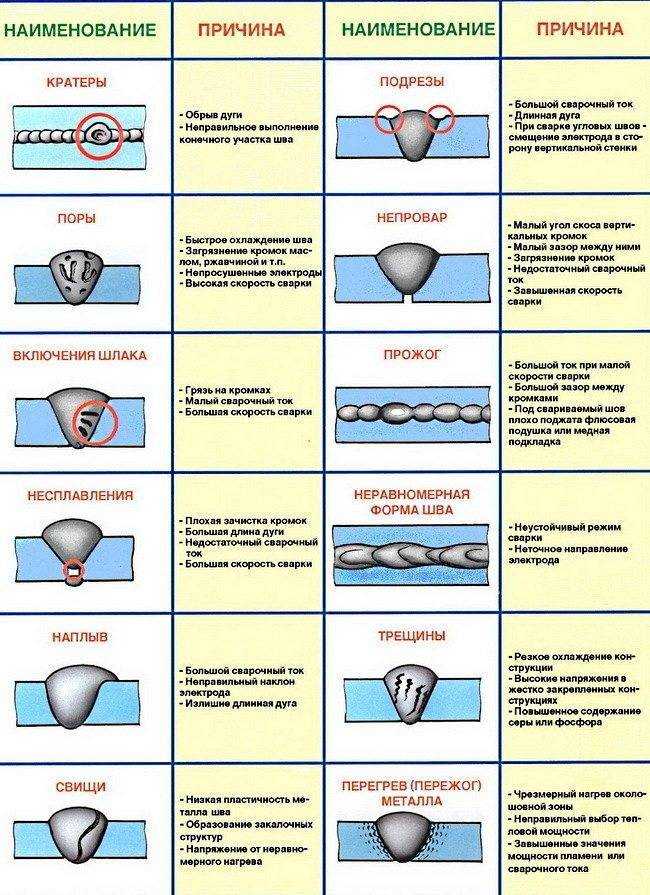
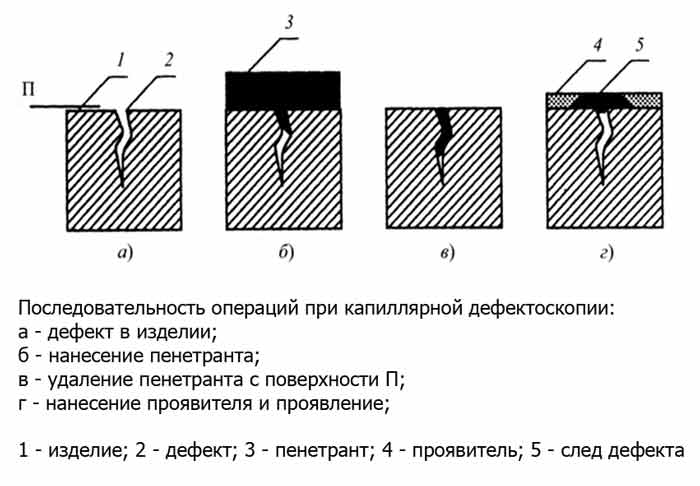
Наличие несплошности
Рассматривая классификацию дефектов по ГОСТ, надо обязательно упомянуть несплошности, которые иногда возникают в теле изготавливаемой детали. К ним относят:
- Горячую трещину. Она проявляется в виде щели, имеющей ломаную форму, поскольку дефект возникает по границам кристаллов. В большинстве случаев он образуется в отливках из-за плохой усадки при затвердевании сплава.
- Холодную трещину. Это разрыв, возникший на затвердевшей поверхности. Обычно он имеет прямую форму. Образуется из-за высоких внутренних напряжений.
- Раковину усадочную. Представляет собой полость с грубой или окисленной поверхностью. Возникает из-за плохо продуманной или недостаточной литниковой системы.
- Раковину газовую. Обычно похожа на сферу с гладкой поверхностью. Возникает по причине образования газов, выделяющихся при контакте с формовочной смесью раскаленного металла.
- Раковину ситовидную. Похожа на пористость в виде тонких, длинных раковин, которые обычно расположены под поверхностью заготовки. Причиной является водород, который присутствует в застывающем расплаве.
- Пористость усадочную. На поверхности заготовки образуются многочисленные поры. Они возникают из-за того, что произошла усадка металла или питание было плохо организовано. Если заготовка делается из чугуна, то может возникнуть так называемая графитовая пористость.
- Утяжину. Механический дефект, который представляет собой небольшое углубление на поверхности. Причина – плохое питание литейной формы.
- Наличие песчаной раковины. Образуется из-за неправильной формовки или недостаточной прочности формы. Также может возникнуть шлаковая раковина.
Это далеко не полная классификация дефектов металлов и отливок из них. Более подробную информацию можно получить в ГОСТах.
Виды дефектов
Существует несколько вариантов классификации дефектов отливок:
- Явные. Недостатки видны визуально при осмотре заготовки. Также к явным дефектам относятся и те, которые обнаруживаются инструментальными средствами, при условии, что процедура прописана в нормативной документации.
- Скрытые. Подобные несоответствия не видны невооруженным глазом и не выявляются при помощи соответствующей аппаратуры. Их могут определить при последующей обработке изделия, во время эксплуатации или при проведении дефектоскопии.
ГОСТ 19200-80 гласит, что существует пять видов классификации дефектов детали: по несоответствию геометрии, по дефектам на поверхности, по несплошности в теле, наличиям включений и несоответствию структуре. Разберем их более подробно.
Структурные несоответствия
Обычно образуются при наличии массивных частей или тонких стенок. К ним относятся:
- Отбел. Возникает при работе с серым чугуном из-за того, что в структуре присутствует свободный цементит. Чаще всего его видно на тонких сечениях. Образуется в составах неправильной конфигурации по химическим свойствам.
- Ликвация. Распространенное явление, которое связано с обогащением определенной зоны детали примесями или компонентами расплава. Возникает при усадочных процессах из-за избирательной кристаллизации.
- Флокен. Тело отливки разрывается из-за того, что в ней присутствует много водорода, а также возникают внутренние напряжения.
В большинстве случаев все вышеперечисленные дефекты возникают по причине несоблюдения технологии, при усадке и из-за наличия ошибок при создании или проектировании форм.
Геометрические несоответствия
В данную группу входят 13 типов дефектов отливок. К ним относятся:
- Недолив. Возникает по причине малого количества поступившего в форму жидкого металла.
- Незалив. Его причиной обычно становится повреждение литниковой системы или износ модельной оснастки. Также возникает из-за нарушения технологии заливки расплавленного металла.
- Неслитина. Представляет собой щель или сквозное отверстие, которое образуется в стенках детали. Причиной обычно становится то, что встречные потоки расплава, подаваемые через литник, не смогли слиться в единое целое. Часто возникает при работе с металлами, которые отличаются большим интервалом кристаллизации, а также при создании тонких стенок детали. Обычно неслитина обнаруживается визуальным путем. Она может появиться и из-за того, что форма заполняется расплавом медленно или его температура не соответствует нормативной.
- Обжим. Его причиной становится нарушение формы при транспортировке, сборке, заливке и пр. Напоминает прилив или утолщение.
- Подутость. Образуется из-за того, что форма была недостаточно плотной и не смогла выдержать массу металла. Часто образуется в стали и чугуне.
- Перекос классический или стержневой. В этих случаях происходит смещение частей формы или отверстий из-за перекоса. Обычно причиной становится неполадка оснастки.
- Разностенность. Толщина стенок у заготовки разная. Это обнаруживается визуально. Основные причины – плохо собранная форма, наличие повреждений в оснастке.
- Залив стержневой. Проектное отверстие или полость заполняется металлом. Происходит это по причине повреждения или обрушения стержня.
- Коробление. Образуется так называемая линза, которая может быть выпуклой или вогнутой. Характерна для изделий с плоской, ровной поверхностью. Обычно возникает из-за напряжений, действующих при остывании.
- Вылом. Образуется при удалении стержня или литниковой системы, а также при неправильном хранении, транспортировке или очистке изделия.
- Зарез. В этом случае контур детали искажается при зачистке, обрубке или удалении литника.
- Уход металла. В детали возникает пустота, покрытая тонкой коркой. Остальной металл уходит в форму или вытекает из нее.
- Прорыв. Форма отливки искажается, она может быть выполнена не полностью.
Большинство этих дефектов можно исправить, кроме потери формы.
Основные виды изнашивания и разрушения
В процессе эксплуатации в судовых технических средствах и элементах корпуса судна по различным причинам возникают дефекты (износы и повреждения), которые уменьшают долговечность и надежность этих конструкций, определяют их сроки службы и планово-предупредительных ремонтов (ППР).
Процессы изнашивания и разрушения возникают в результате действия:
- трения;
- эрозии;
- коррозии, а также из-за усталости металла;
- теплового воздействия;
- эксплуатационных отложений;
- тяжелых условий эксплуатации и аварий.
Интенсивность процесса изнашивания зависит от:
- характера нагрузок;
- наличия и качества смазки;
- температурных условий;
- режима взаимного перемещения поверхностей, участвующих в процессе трения;
- характера образующихся на поверхности защитных окисных пленок;
- твердости и предела упругости;
- теплофизических характеристик;
- химической стойкости и структуры металла и т. д.
Механическое изнашивание — это процесс разрушения поверхностных слоев в результате механических воздействий упругих и пластических деформаций (без существенных физико-химических изменений свойств материалов).
Этот вид изнашивания приводит к:
- уменьшению прочностных размеров и изменению формы деталей (эллиптичность, косность, бочкообразность у цилиндров и т. д.);
- увеличению масляных зазоров у подшипников,
- наработкам;
- задирам;
- царапинам;
- рискам при попадании на поверхность трения абразивных частиц.
Коррозионно-механическое изнашивание возникает в результате механического воздействия, которое сопровождается химическим и (или) электрическим воздействием материала со средой.
К коррозионно-механическому изнашиванию относится фретинг-коррозия (коррозия в совокупности с трением), возникающая в результате относительно небольшого перемещения контактирующих двух деталей, одна из которых (или две) металлическая. В этом случае на поверхности появляются выкрашивания (мелкие точечные разрушения), которые заполняются окислами металлов. Это явление наблюдается на посадочных местах гребных валов в районе кормовых торцов облицовок, насаженных на прессовой посадке и рамных подшипников мощных двигателей.





Коррозионно-механическое изнашивание ускоряется при работе детали в газовой или жидкой среде агрессивных веществ.
Эрозионное изнашивание — механическое изнашивание, возникающее в результате воздействия потока жидкости и (или) газа.
Предлагается к прочтению: Методы и технологические процессы восстановления деталей судна
Коррозионное разрушение — это процесс самопроизвольного разрушения деталей механизмов вследствие физико-химического воздействия с окружающей средой. При коррозии происходит утонение элементов конструкций и уменьшение размеров деталей, разрыв клепаных соединений.
Эрозионное разрушение — это процесс разрушения деталей, вызванный механическим воздействием быстро движущихся частиц воды или других веществ.
Величина разрушения зависит от:
- твердости металла, его структуры и величины зерен;
- степени наклепа при обработке в холодном состоянии;
- скорости среды, ее состава и характера потока.
Эрозионное разрушение может быть вызвано:
- газовой;
- кавитационной и абразивной эрозией.
Например, с возникновением явления кавитации гребного винта происходит эрозионное разрушение в виде:
- разъеданий;
- выкрашиваний;
- каверн;
- борозд;
- язв и трещин.
Усталостное разрушение характеризуется накоплением упругих искажений кристаллической решетки, развитием субмикроскопических усталостных трещин до размеров микротрещин, дальнейшим ростом трещин до микроразмеров с последующим разрушением детали.
Тепловое воздействие при работе стальных и чугунных деталей (особенно длительное время в зоне повышенных температур) может привести к:
- перегреву;
- пережогу;
- газовой коррозии;
- ползучести;
- графитизации;
- росту чугуна и другим явлениям, снижающим механические свойства сталей и чугуна.
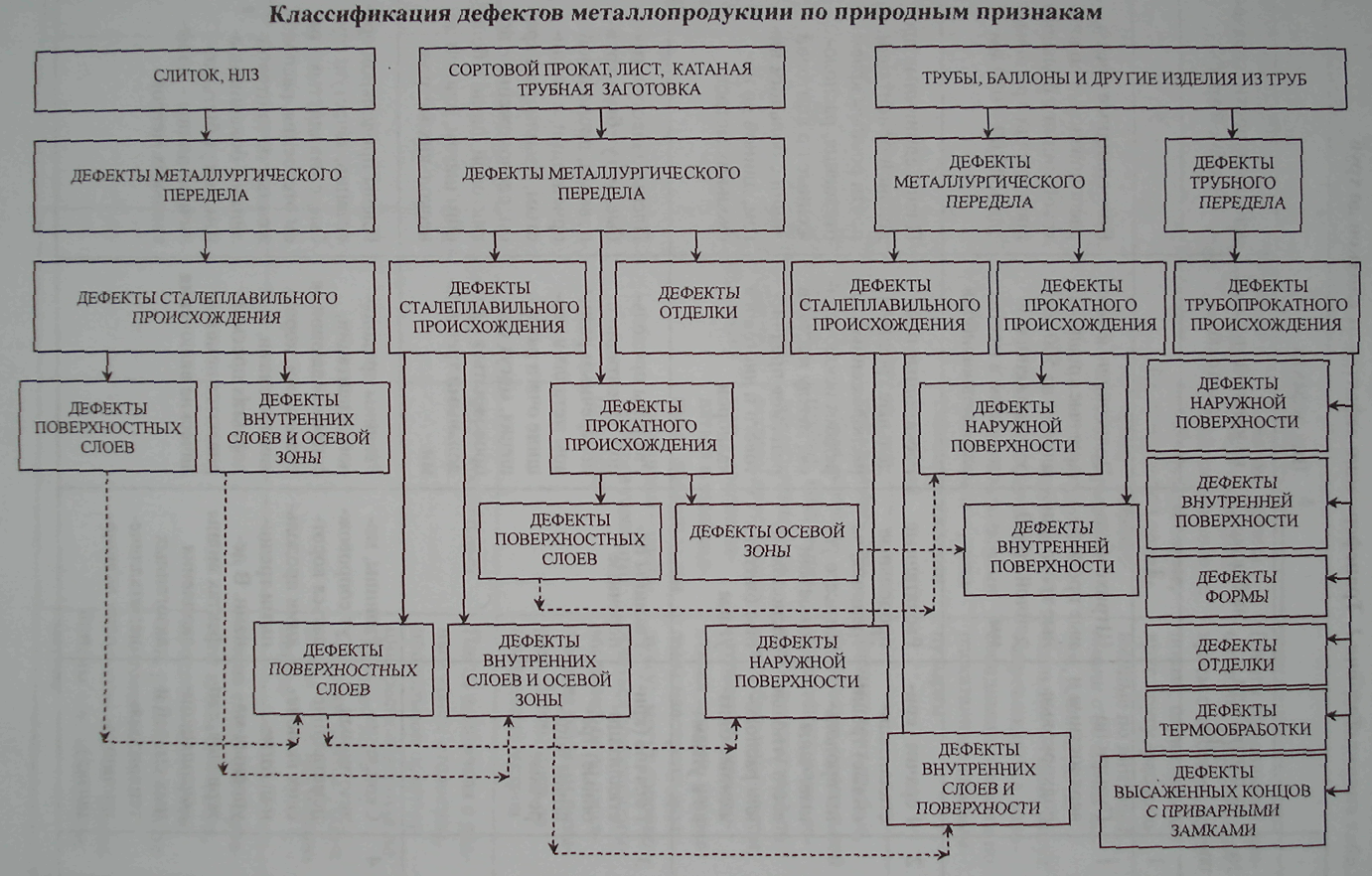
Классификация дефектов
При физическом износе отдельные детали и узлы механизмов, агрегатов, устройств и схем, утрачивая свои первоначальные геометрические формы и размеры, теряют механические, физические и химические свойства, полученные ими при изготовлении или ремонте.
Нормальный физический износ возникает в условиях нормальной эксплуатации механизмов, агрегатов, систем и устройств под воздействием:
- трения;
- коррозии;
- эрозии;
- кавитации;
- упругих и пластических деформаций и т. д.
Конструктивные дефекты — результат ошибок, допущенных при:
- конструировании корпуса, деталей и узлов механизмов;
- расчете прочности, в выборе допусков и посадок на сопряженные детали;
- неправильном подборе материала и режима термообработки при проектировании;
- неправильном конструктивном оформлении деталей.
Производственные дефекты — результат ошибок, допущенных при:
- строительстве и ремонте корпусов судов;
- изготовлении и ремонте деталей механизмов;
- сборке агрегатов, систем и судовых механизмов;
- отступлении от размеров, данных в рабочих чертежах;
- применении недоброкачественных материалов;
- нарушении режимов термообработки;
- несоблюдении технических условий при монтаже механизмов, узлов, конструкций.
Аварийные дефекты — результат повреждений и поломок конструкций корпуса, механизмов, узлов, деталей, котлов, судовых систем и устройств, происшедших вследствие несоблюдения правил судовождения технической эксплуатации флота или вследствие стихийных бедствий.
Поверхностные несоответствия
Обычно они возникают из-за того, что при контакте раскаленного металла и формы происходят различные сложные физико-химические процессы. Рассмотрим их более тщательно:
- Пригар. На поверхности образуется плотный, плохо отделяемый слой. Он обычно появляется при работе с тугоплавкими металлами при заливке их в песчаные формы.
- Окислы. На поверхности из-за длительной термообработки появляется тонкий слой окисления.
- Шероховатость. Обычно образуется из-за того, что при контакте металла и формы выделяются пузырьки газа.
- Спай. На поверхности образуются характерные углубления округлой формы. Это происходит из-за того, что порции металла, подаваемые через литники в форму, соединяются не полностью. Это может происходить из-за низкой температуры расплава или по причине нарушения техпроцесса.
- Плена. Сверху на детали образуется отдельный слой окислов или металла. Это происходит из-за того, что заливка проводилась неравномерно.
- Складчатость. На заготовке появляются волны. Обычно такая ситуация возникает при тепловой деформации поверхностного слоя или при плохой текучести расплава.
- Ужимина. Это небольшое углубление, края которого заполняются формовочной смесью. Причиной становится окисление формы при резком воздействии расплава.
- Вскип. На определенной части детали видны скопления многочисленных наростов и раковин. Причем они могут быть как на поверхности, так и внутри заготовки. Причиной становится высокий уровень парообразования при увлажнении частей формы или стержня.
- Засор. На поверхности изделия остаются вкрапления формовочного материала из-за плохой трамбовки или по другим причинам.
- Нарост. Обычно появляется в случае, если форма была частично повреждена. Зачастую нарост можно просто срезать или сточить.
- Просечки. Это небольшие полосочки металла, которые возникают тогда, когда в форме есть трещины.
Это лишь часть поверхностных дефектов. Существуют и другие: грубая поверхность, заливы и пр.