Организация производства на предприятии
Охватывает следующие виды деятельности:
- определение, обоснование и постоянное совершенствование структуры предприятия;
- планирование и обеспечение взаимосвязанной работы всех производственных процессов начиная с разработки продукта и до его непосредственной поставки потребителю;
- планирование и реализация на практике организации структурных единиц производственной инфраструктуры;
- обеспечение оптимального сочетания всех составляющих производства во времени;
- создание для непосредственных участников процесса таких условий труда, которые бы представляли собой максимально эффективное соединение рабочей силы и средств труда;
- сочетания оптимальных организационных форм и экономических методов ведения производства.
Задачи организации производства – это экономия трудовых ресурсов путем упорядочения отношений и связей в производственном процессе, увеличение творческого характера работы сотрудников и обеспечение как коллективной, так и личной заинтересованности в результате работы. Это может быть как материальное, так и нематериальное стимулирование сотрудников (подробнее можно ознакомиться в материале Нематериальное стимулирование как способ вовлечения персонала)
Также важной задачей является обеспечение необходимых условий для реализации всех направлений производственной деятельности предприятия.
Типы производства представлены в виде списке ниже.
Единичное производство – штучный выпуск изделий разной и нестабильной номенклатуры.
Особенности организации производства: большое количество ручной работы, технологическая специализаци, долгий цикл, высокий уровень профессионализма рабочих, использование универсального оборудования.
Серийное производство – одновременное изготовление сериями обширной номенклатуры изделий, выпуск которых повторяется на протяжении длительного времени.
Особенности организации серийного производства: одновременно происходит создание достаточно большой номенклатуры повторяющихся изделий в значительных количествах, небольшой объем ручной работы, специализация рабочих мест, недолгий цикл, унификация деталей.
Массовое производство – непрерывное изготовление ограниченной номенклатуры изделий в больших количествах.
Особенности данного типа: номенклатура выпускаемых изделий строго ограничена, объемы выпуска — большие, специализация рабочих мест, невысокий профессиональный уровень работников, небольшое подготовительно-заключительное время, производство диспетчеризировано, удельные издержки низкие, полное использование оборудования, высокая производительность труда.
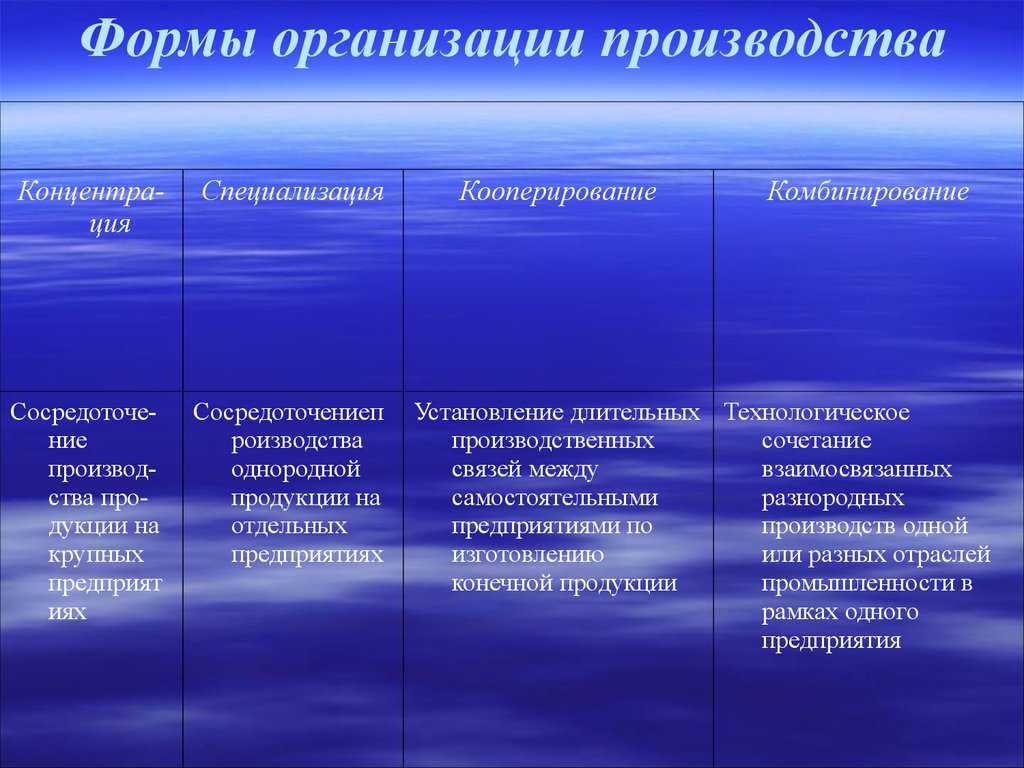
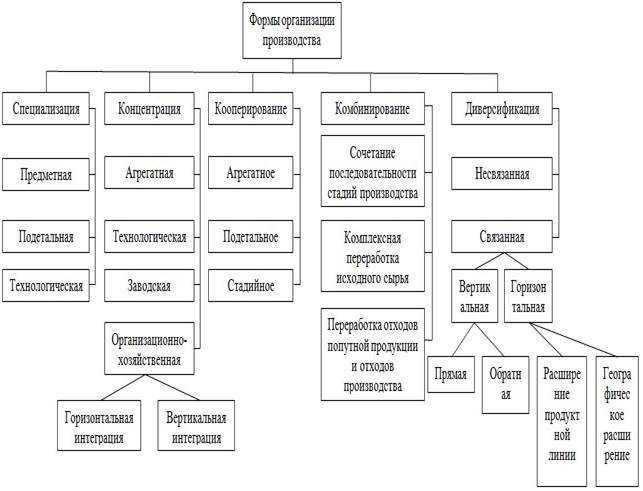
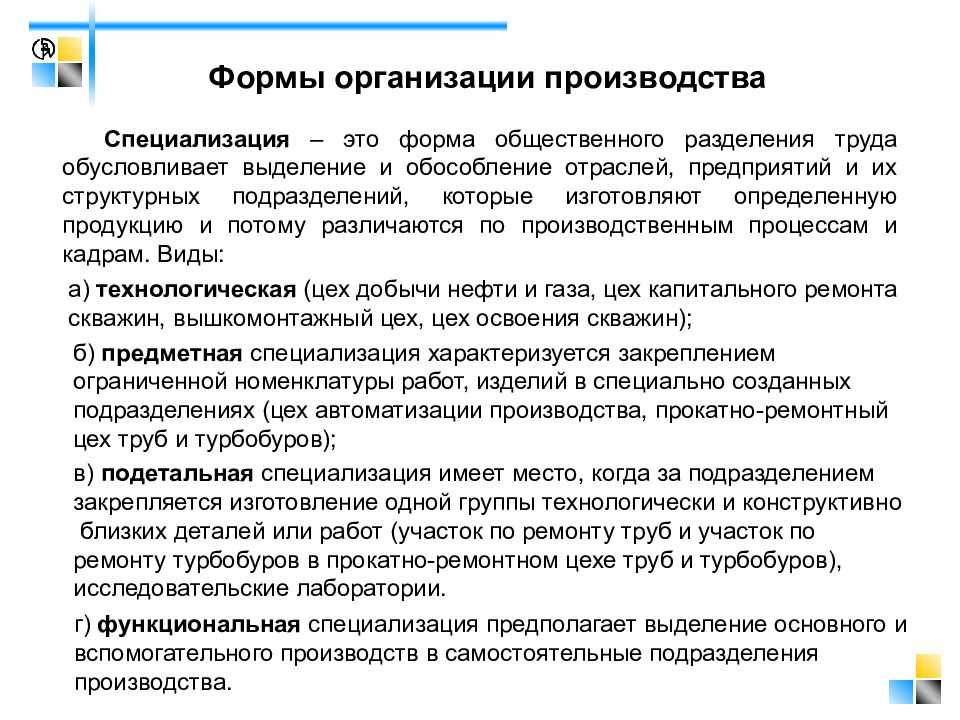
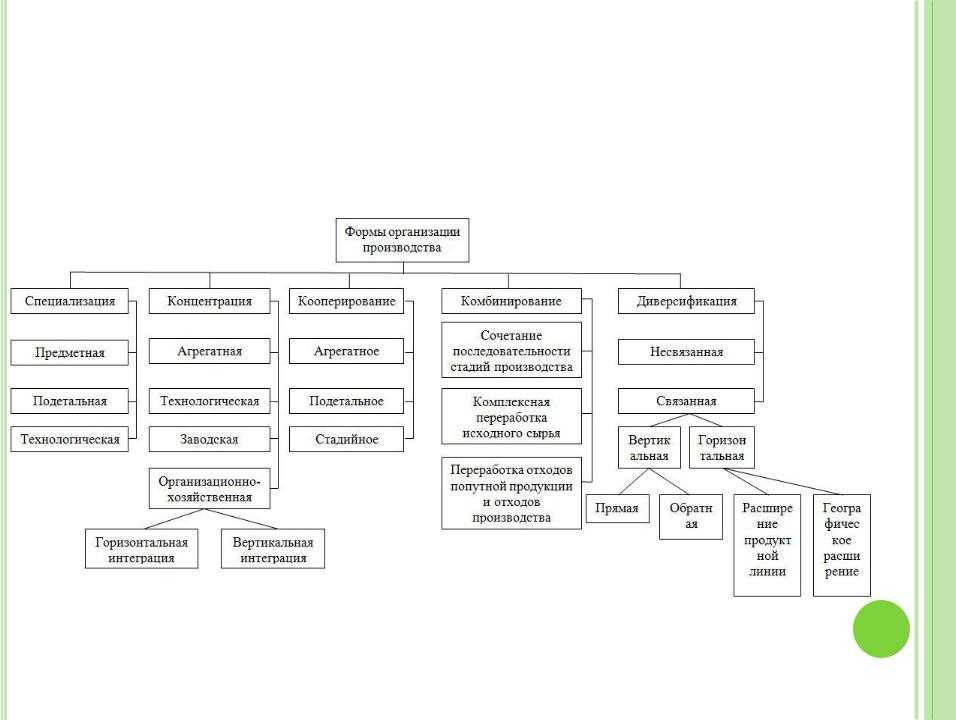
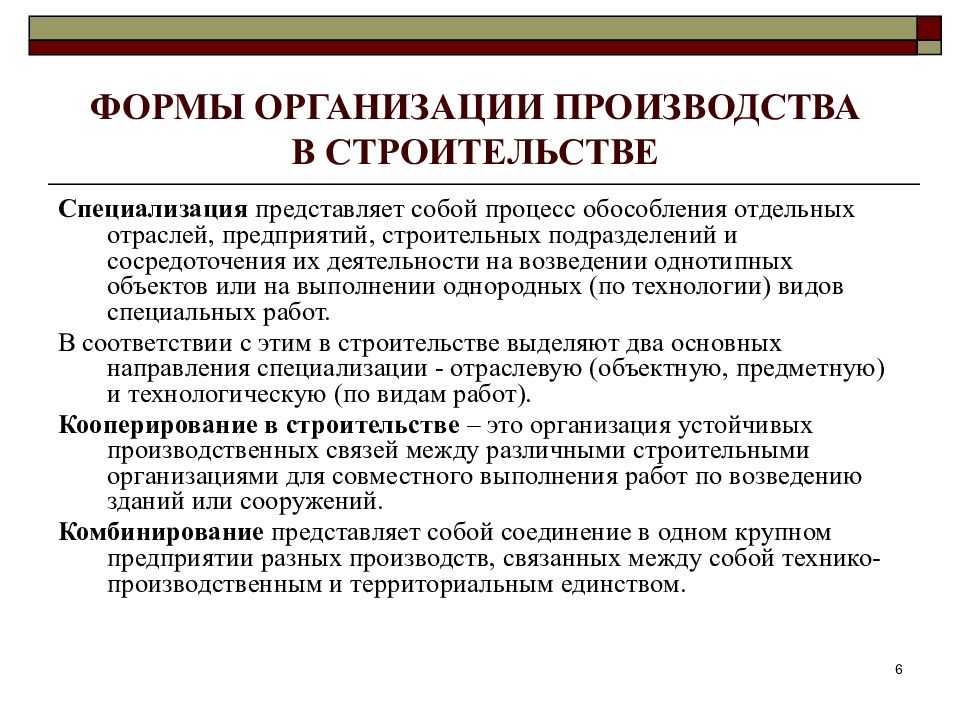
Различают технологическую, предметную и подетальную специализацию.
Технологическая
специализация –
обособление предприятий, цехов и участков в целях выполнения определенных
операций или стадий производственного процесса, например, прядильные, ткацкие и
отделочные фабрики в текстильной промышленности.
Предметная
специализация –
предполагает сосредоточение производства на предприятии (в цехе) полностью
готовых видов продукции, например, мотоциклов, велосипедов, хлебопродуктов и
др.
Подетальная
специализация, являясь
разновидностью предметной, основана на производстве отдельных деталей и частей
готовой продукции – моторов, подшипников и т.п.
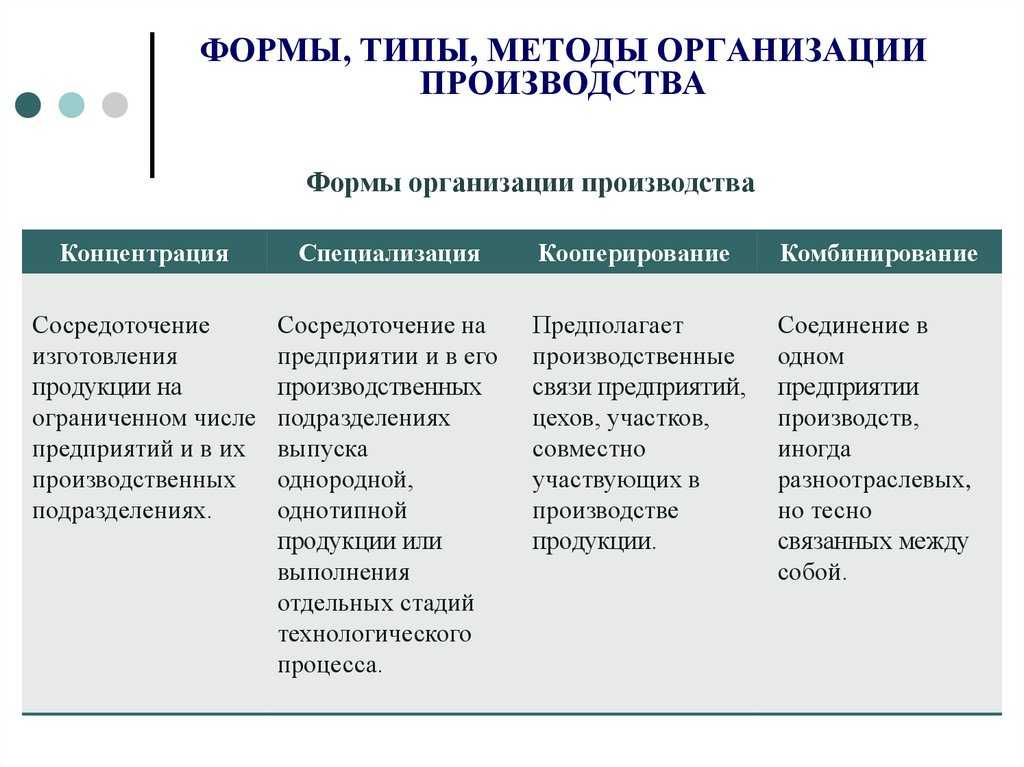
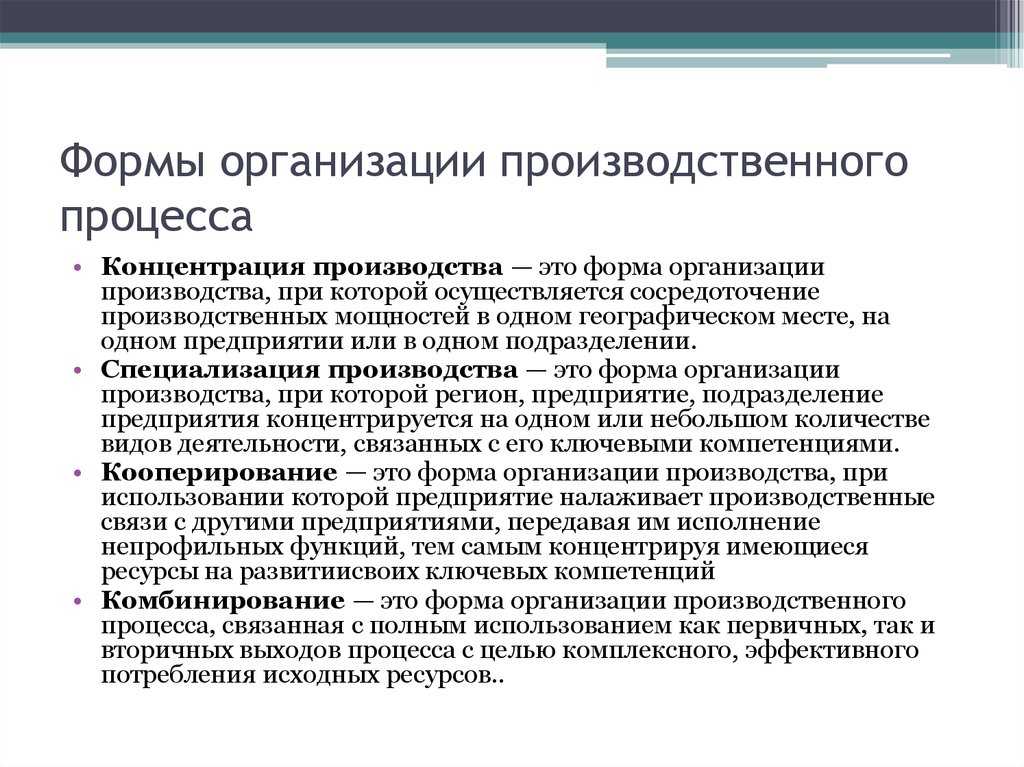
Кооперирование –
планово-организационные производственные связи между предприятиями, совместно
изготовляющими какой-либо вид продукции. Являясь следствием развития
специализации, производственное кооперирование характеризуется относительным
постоянством и устойчивостью связей, строгим соблюдением технических условий
предприятий-смежников.
Комбинирование – объединение в
одном промышленном предприятии нескольких технологически связанных
специализированных производств разных отраслей. Ведущее из этих производств
определяет профиль, отраслевые особенности, специализацию по выпуску той или
иной готовой продукции и в основном внутрипроизводственную структуру комбината.
Характерными признаками комбинирования являются следующие:
1)наличие
тесных производственно-технических и экономических связей между производствами,
включенными в состав комбината;
2)пропорциональность
по производительности и пропускной способности объединенных в рамках
предприятия различных технологически связанных производств;
3)непрерывность
перехода от одного технологического процесса к другому;
4)пространственное
единство, т.е. расположение, как правило, на одной территории всех частей
комбината, связанных между собой общими коммуникациями;
5)единство
энергетической системы;
6)общие
вспомогательные производства и службы, обслуживающие основные производства;
Экономика
- Сущность, функции денег и закон денежного обращени…
- Финансы: понятие, сущность, функции
- Инфляция: причины, виды, меры
- Заработная плата: сущность, функции, виды. Социаль…
- Рынок ценных бумаг. Ценные бумаги и их виды
- Финансовая система РФ: структура, особенности
- Денежно-кредитная политика РФ
- Банковская система РФ. Банки, их виды и функции
- Налоговая система РФ: основы и функции
- Налоги: сущность, функции и классификация
- Налоговая система РФ, ее особенности.
- Бюджетно-налоговая политика РФ
- Федеральные налоги и сборы: классификация и характ…
- Региональные налоги: виды и характеристика
- Местные налоги: виды и характеристика
- Специальные налоговые режимы: виды, характеристика…
- Государственный финансовый контроль: понятие, объе…
- Основы бухгалтерского учета: сущность, понятие
- Формы бухгалтерского учёта.
- Учет основных средств и нематериальных активов
- Учет материальных оборотных активов
- Учет заработной платы и расчетов с работниками
- Себестоимость продукции и издержки производства
- Учет кассовых операций и операций по расчетному сч…
- Учет расчетов с поставщиками и потребителями
- Учет финансовых результатов от реализационной деят…
Схема методов организации производства
Пройдите наш авторский курс по выбору акций на фондовом рынке → обучающий курс
Бесплатный Экспресс-курс «Оценка инвестиционных проектов с нуля в Excel» от Ждановых. Получить доступ
Схема методов организации производства включает в себя не поточные, поточные и автоматизированные приемы:
Не поточные методы изготовления продукции – это один из вариантов производственного процесса, при котором предприятие занимается единичным выпуском разных товаров. То есть, на одном рабочем месте может производиться несколько видов продукции, но в ограниченных количествах.

Поточные приемы производства характеризуются планомерным выпуском большого объема продукции. В таком случае предмет труда поступает из одного цеха в другой, минуя остановки на складах или передаточных центрах.
Автоматизированный метод – это самый продуктивный прием производства продукции. При нем практически все операции производятся в автоматическом режиме с использованием специализированной техники.
Не поточный
Не поточный метод организации производства характеризуется выпуском разной продукции в небольших объемах. Данный прием имеет следующие отличительные особенности:
- рабочие места размещаются по сериям оборудования, независимо от этапов производственного цикла;
- работники занимаются изготовлением разного вида продукции;
- исчисление выпущенных товаров производится в единицах;
- в процессе производства применяется универсальное оборудование;
- изготавливаемые составные части выпускаемого продукта перемещаются в процессе изготовления сложным маршрутом, задерживаясь на складах и передаточных пунктах.
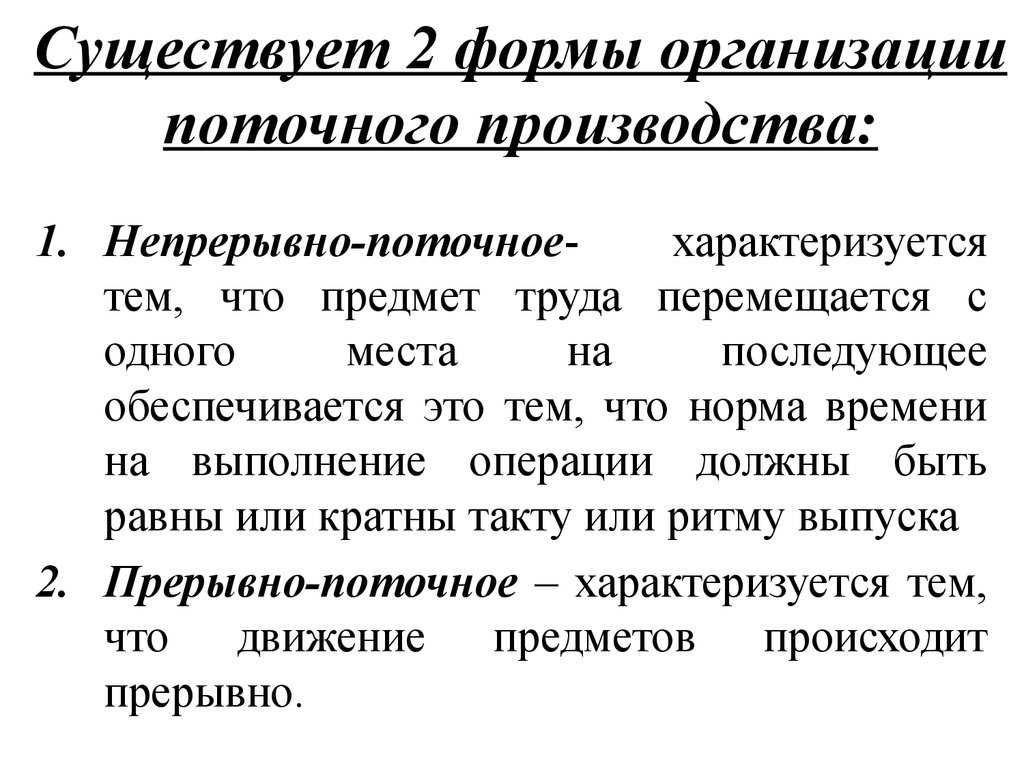
Поточный
Поточный метод производства считается наиболее используемым. Его применяют компании, выпускающие средний и крупный объем продукции. Для данного приема характерны следующие особенности:
- разделение процесса изготовления товаров;
- сосредоточение конкретной операции на одном месте;
- специализация рабочих мест;
- выполнение действий в ритмичном и последовательном темпе;
- передача предмета труда из одного цеха в другой с минимальными затратами времени.
Надо отметить, что при применении поточного метода все места, где выполняются разные операции, расположены последовательно.
Поточная технология производства делится на группы и классифицируется по таким признакам, как:
- номенклатура;
- метод обработки;
- степень непрерывности;
- вариант поддержания ритмичности;
- производственный охват.
| Признак классификации | Вид поточной производственной линии | Описание |
| Номенклатура | Постоянная однопредметная | Производство одного вида продукции с повторяющимся циклом |
| Постоянная многопредметная | Производство нескольких видов продукции, которые схожи по своей конструкции | |
| Метод обработки | Переменная | Изготовление разной продукции, схожей по конструкции |
| Групповая | Изготовление большого объема номенклатуры на одном оборудовании | |
| Степень непрерывности | Непрерывные | Производственный процесс осуществляется один за другим без перерывов |
| Прерывистые | Поочередная передача готового продукта из одного цеха в другой без четкой синхронизации операций | |
| Вариант поддержания ритмичности | Регламентированный ритм | Операции производятся по заданному плану и четко обозначенному времени |
| Свободный ритм | Продукт труда передается в другой цех для доработки по мере выполнения всех необходимых действий | |
| Производственный охват | Поточный | Передача предмета труда происходит при помощи специализированной техники |
| Участковый | Продукция транспортируется из одного участка цеха в другой | |
| Цеховой | Предмет труда перемещается по цеху при помощи ручного труда | |
| Межцеховой | Изготавливаемый товар передают из одного цеха в другой | |
| Сквозной | Производимая продукция проходит несколько цехов |
Поточный метод организации производства, как правило, объединяется с автоматизированным.
Автоматизированный
Автоматизированный прием выпуска продукции можно считать подвидом поточного метода. Все дело в том, что характеристики рассматриваемых вариантов изготовления товаров практически не отличаются друг от друга.
Единственное различие между автоматизированным и поточным методом — в том, что при использовании первого приема все операции производятся в автоматическом режиме с использованием специальной техники.
Таким образом, автоматизированный подход к производству продукции можно рассматривать внутри поточного, когда операции выполняются с минимальными затратами ручного труда.
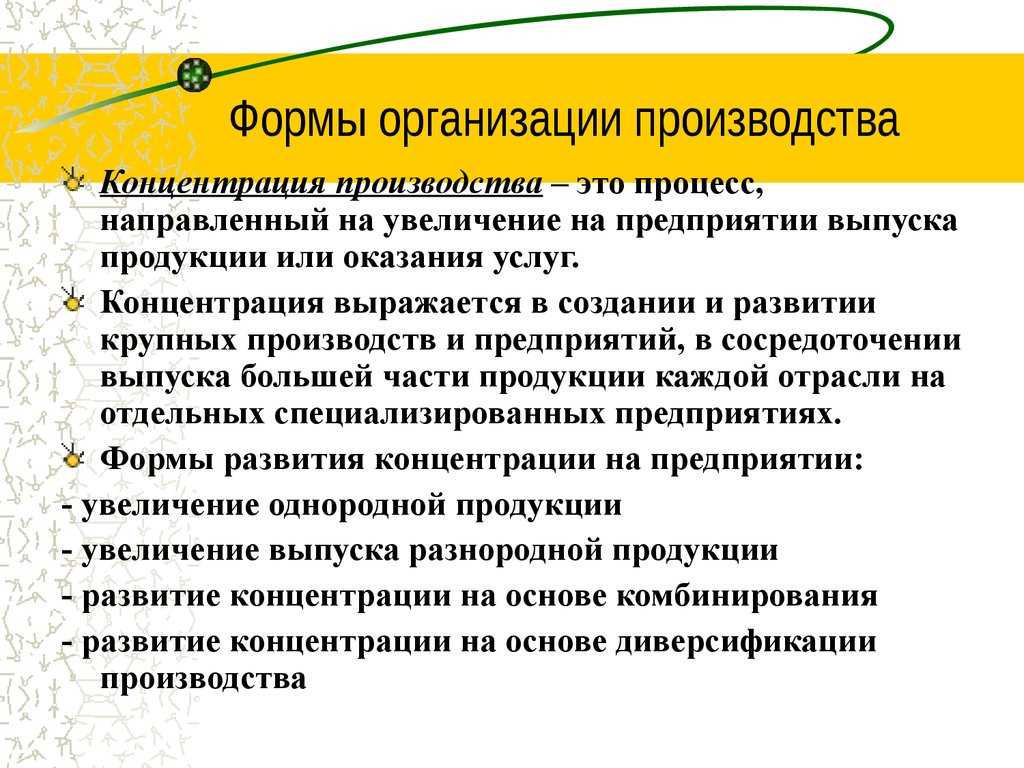
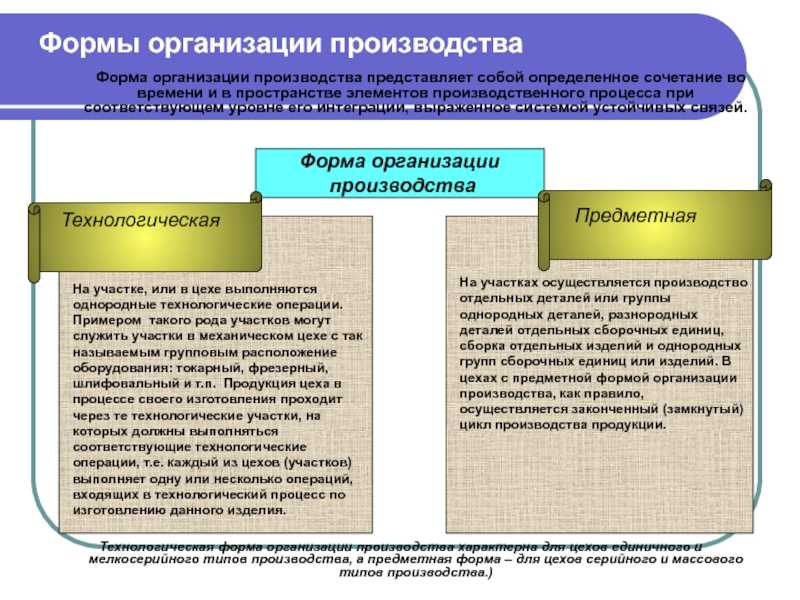
Формы организации производства
Выше мы говорили о формах организации производственного процесса и соответствующих им методах передачи предметов труда с операции на операцию. Таким образом, форма организации процесса производства представляет собой определенное сочетание во времени и в пространстве элементов этого процесса — предметов труда.
Напомним, что единичному производству соответствует технологическая форма организации с последовательной передачей предметов труда с операции на операцию; серийному производству — предметная, групповая или гибкая предметная форма с параллельно-последовательным методом движения предметов труда; и наконец, массовому типу производства свойственна прямолинейная форма с параллельной передачей деталей с операции на операцию.
Рассмотрим эти формы организации производства более подробно.
Организация производства с последовательной передачей предметов труда представляет собой процесс, в ходе которого предметы труда передаются на каждую последующую операцию лишь после окончания обработки всей партии деталей на предшествующей операции. Эта форма наименее производительна, производственный цикл здесь затягивается, так как детали, прошедшие обработку, пролеживают в ожидании окончания обработки всей партии. Вместе с тем преимуществом данной формы служит ее гибкость по отношению к изменениям производственной программы, что нередко является объективной необходимостью.
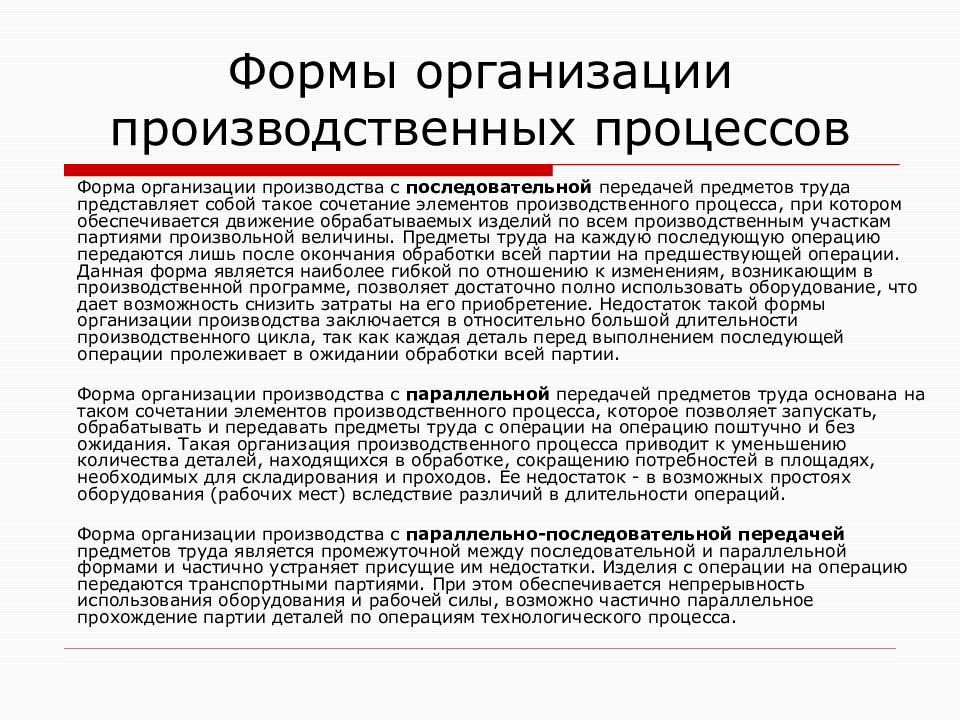

Параллельная организация производства позволяет запускать в обработку и передавать на следующую операцию предметы труда без какой-либо задержки, поштучно, по мере окончания обработки данной детали на данном станке. Таким образом, детали не пролеживают в ожидании обработки всей партии, что сокращает длительность производственного цикла, уменьшает объем незавершенного производства. Однако различия в длительности отдельных операций могут приводить к простою оборудования и рабочих.
Наиболее прогрессивная, оптимальная форма организации производства — параллельно-последовательная. Она содержит в себе преимущества и параллельной, и последовательной форм организации производства. Так, предметы труда с операции на операцию передаются так называемыми транспортными партиями. Партии деталей проходят по операциям параллельно. Оборудование здесь расположено по направлению движения обрабатываемых деталей, его количество определяет величину необходимой производственной площади. В результате обеспечивается максимальная непрерывность использования оборудования и рабочей силы, что позволяет достигнуть относительно высокого уровня производительности труда и низкого уровня себестоимости изготовляемой продукции.
В современных условиях на машиностроительных предприятиях все большее распространение получают такие формы организации производства, как гибкие и блочно-модульные. Гибкие формы позволяют быстро переналаживать производство на изготовление других деталей и изделий. Блочно-модульная форма позволяет сконцентрировать на отдельном производственном участке весь комплекс технологического оборудования, необходимого для непрерывного производства ограниченной номенклатуры деталей и изделий.
На основе расчетов рациональной потребности в ресурсах, с поставкой их в определенные сроки, достигается непрерывность процесса производства. Рассчитывается и обеспечивается сопряженность по мощности и загрузке между заготовительными, металлообрабатывающими и сборочными производствами. В условиях блочно-модульной формы организации производства возрастают роль и ответственность коллектива работников за результаты своего труда, комплексно реализуются вопросы организации производства, труда и управления. При этом достигается наивысший уровень производительности труда, эффективности всего производства.