
Содержание
Во многом область применения карты технологического процесса зависит от содержания. При этом документ составляется с учетом установленных стандартов. Рассматривая содержание отметим несколько моментов:
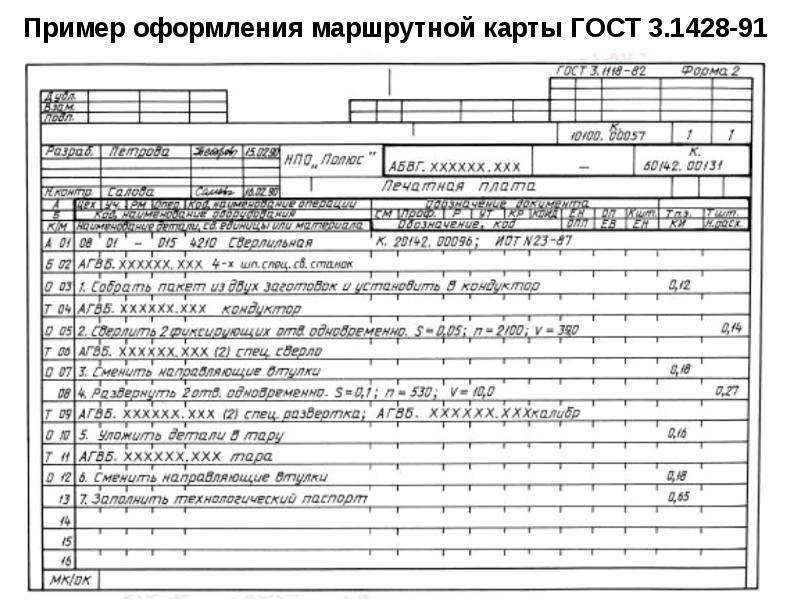
Проводится указание номера участка или рабочего цеха. Кроме этого, указывается код и наименование проводимой операции
Эти данные считаются важным, указываются во всех документах.
Также уделяется внимание наименованию оборудования. Для обработки заготовок могут применяться самые разные станки и ручные инструменты, выбор проводится в зависимости от поставленных задач и некоторых других моментов.
Информация о комплектации изделия, так как оно может быть представлено сочетанием нескольких составных частей
При этом могут указываться различные данные, все элементы проходят соответствующую нумерацию, по которой проводится сборка.
Данные о том, какие материалы и заготовка используются в качестве основы при изготовлении детали. На то, каким образом будет выполняться обработка во многом оказывает влияние типа материала, из которого изготовлена заготовка. Примером можно назвать различные характеристики углеродистых, легированных и цветных сплавов, пластика и дерева. Кроме этого, перед непосредственной механической обработкой часто проводится закалка поверхностного слоя, за счет чего повышаются эксплуатационные характеристики, но существенно снижается степень обрабатываемости. Наиболее важным показателем можно назвать твердость поверхностного слоя.
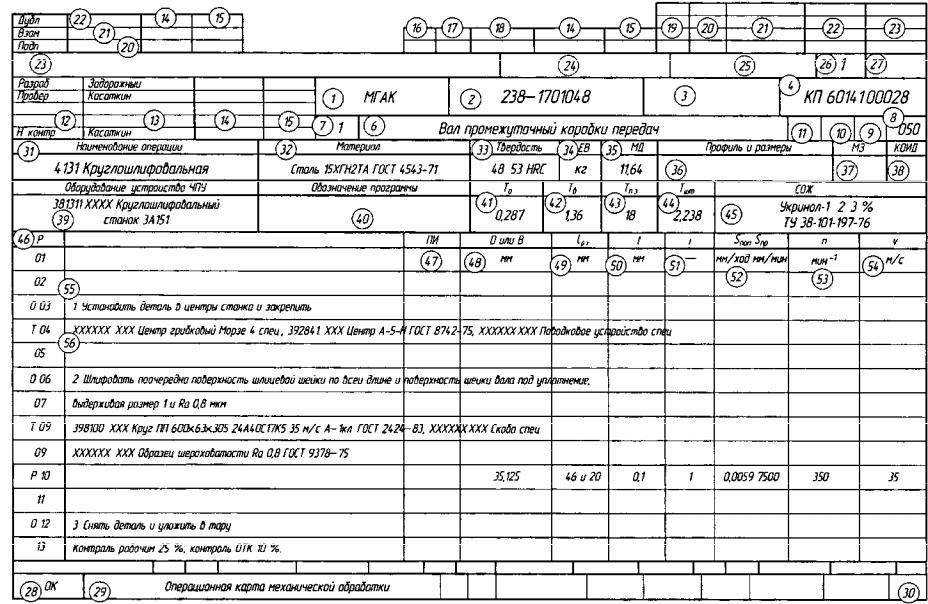
Содержание операции. Этот раздел расписывается подробно, так как используется в качестве инструкции по выполняемой обработке.
Информация, касающаяся типа применяемой оснастки при проведении операций. Оснастка может существенно отличаться по области применения и тому, какого результата можно достигнуть. Большая часть предназначается для фиксации заготовки, больше всего трудностей возникает в случае цилиндрической и другой формы. Оснастка должна обеспечить надежную фиксацию разных изделий, так как даже их незначительное смещение относительно базовой поверхности становится причиной появления дефектов.
Данные о конкретных режимах обработки. При применении определенного оборудования могут задаваться самые различные режимы резания. Наиболее важными параметрами можно назвать скорость, глубину врезания инструмента и некоторые другие. Отсутствие подобной информации не позволяет провести создание качественного изделия.
Технологический процесс может составляться самым различным образом. Последовательность записывающейся информации следующая:
Указывается приспособление. В эту категорию относят станки, а также другие приспособления. Примером можно назвать станки: токарные, фрезеровальные, универсальные и многие другие. На сегодняшний день в производственных помещениях устанавливается просто огромное количество различных моделей, все они характеризуются определенными свойствами.
Отмечается вспомогательный инструмент. Он требуется для нанесения разметок, а также фиксации заготовки или для достижения других целей. Примером можно назвать струбцины.
Указывается режущий инструмент. Он может быть самым разным, к примеру, для токарного оборудования выбирается подходящий резец. Встречается просто огромное количество различных вариантов исполнения резцов, все они характеризуются определенными особенностями. К примеру, для отрезки части заготовки используется отрезной. Все разновидности стандартизированы, каждому типу присваивается определенный номер.
Отмечается слесарно-монтажный. Он также отвечает за базирование заготовки, а также ее надежную фиксацию
Слесарно-монтажная группа весьма распространена на сегодняшний день при проведении ручной и механизированной обработки.
Уделяется внимание тому, какие могут применяться измерительные приборы. Практически все производственные процессы предусматривают определение основных размеров
Для этого применяются разные приборы, большое распространение получили штангенциркули и микрометры.
В целом можно сказать, что есть довольно большое количество информации, которая указывается в маршрутной карте разрабатываемого технологического процесса. Для того чтобы обеспечить хорошую читаемость всех данных она должна заполняться в зависимости от установленных рекомендаций.
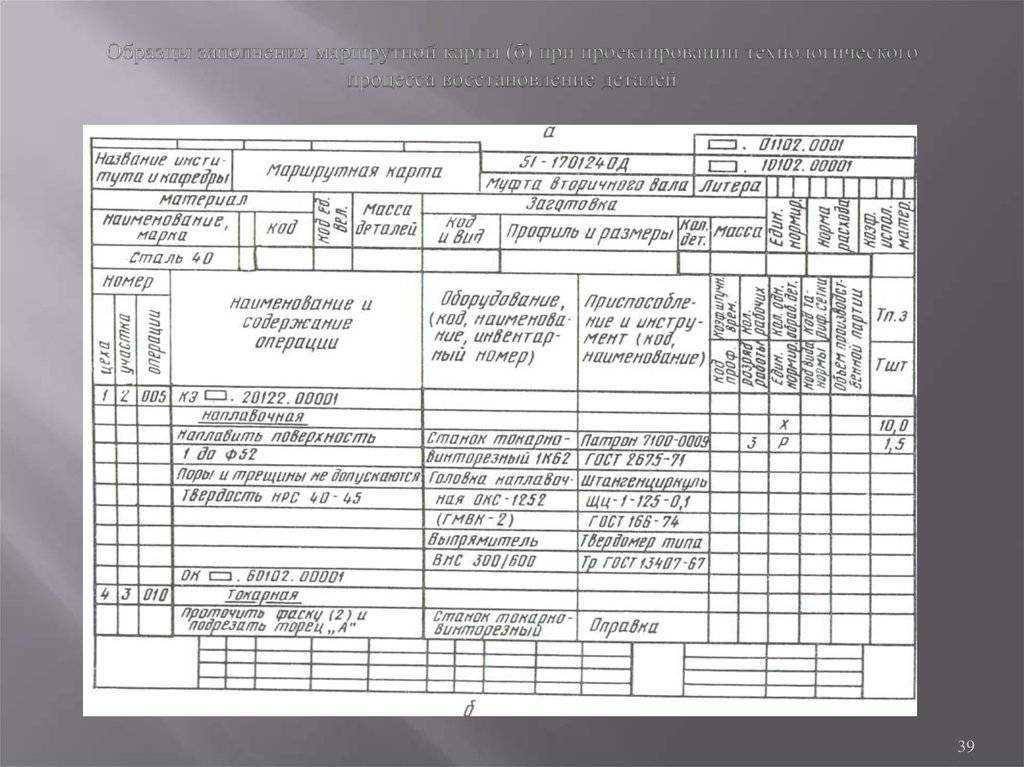
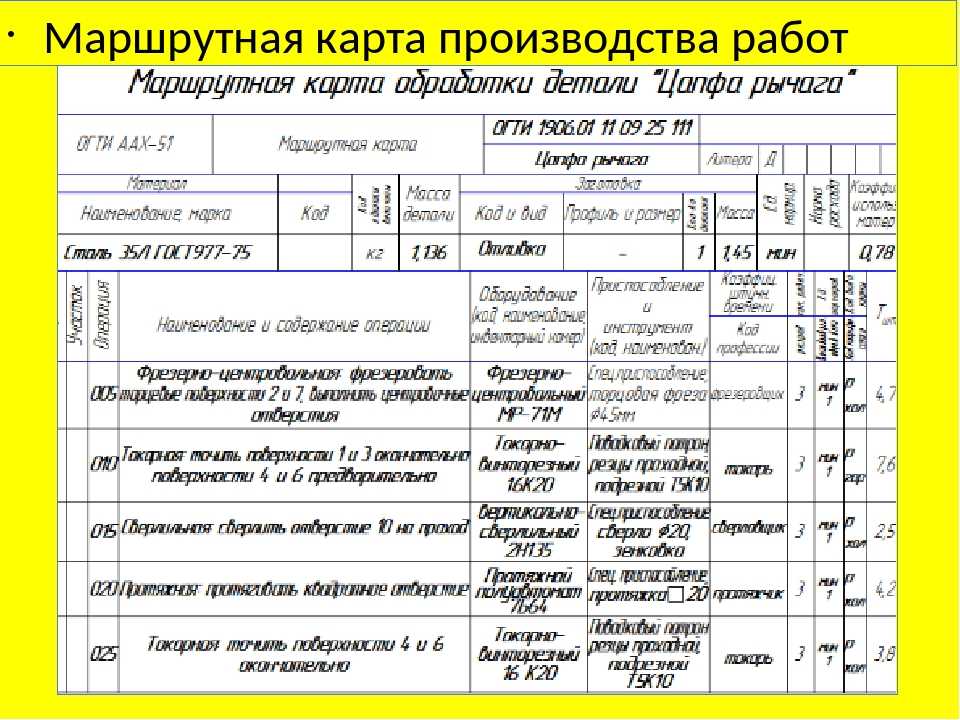
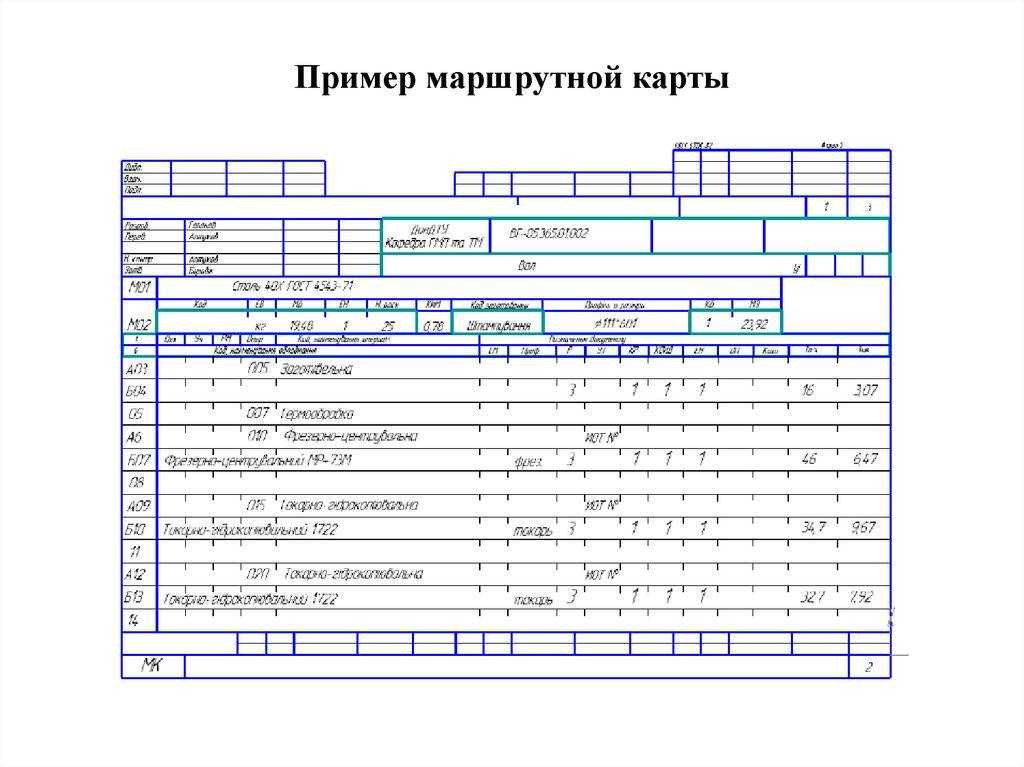
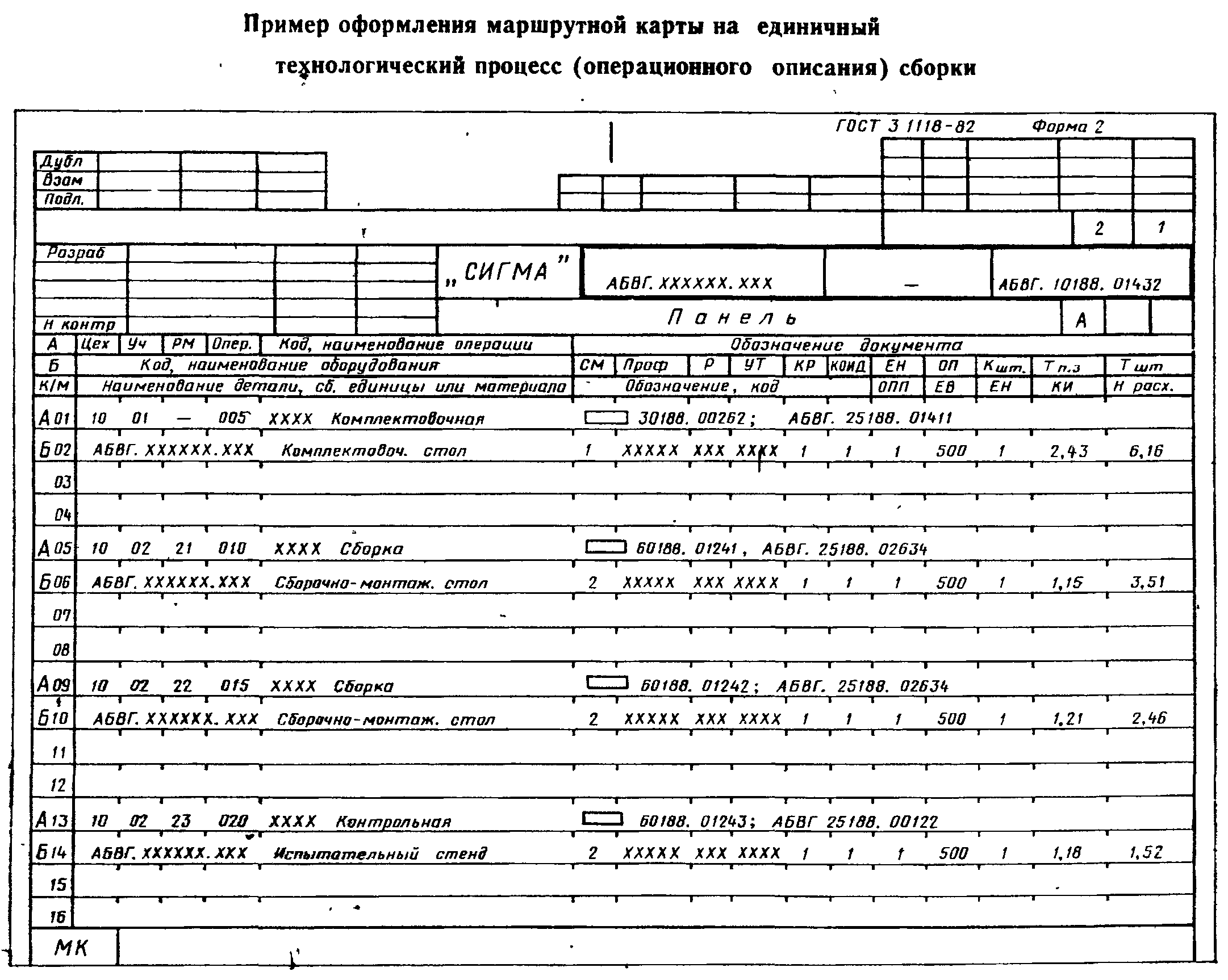
Заполнение маршрутной карты.
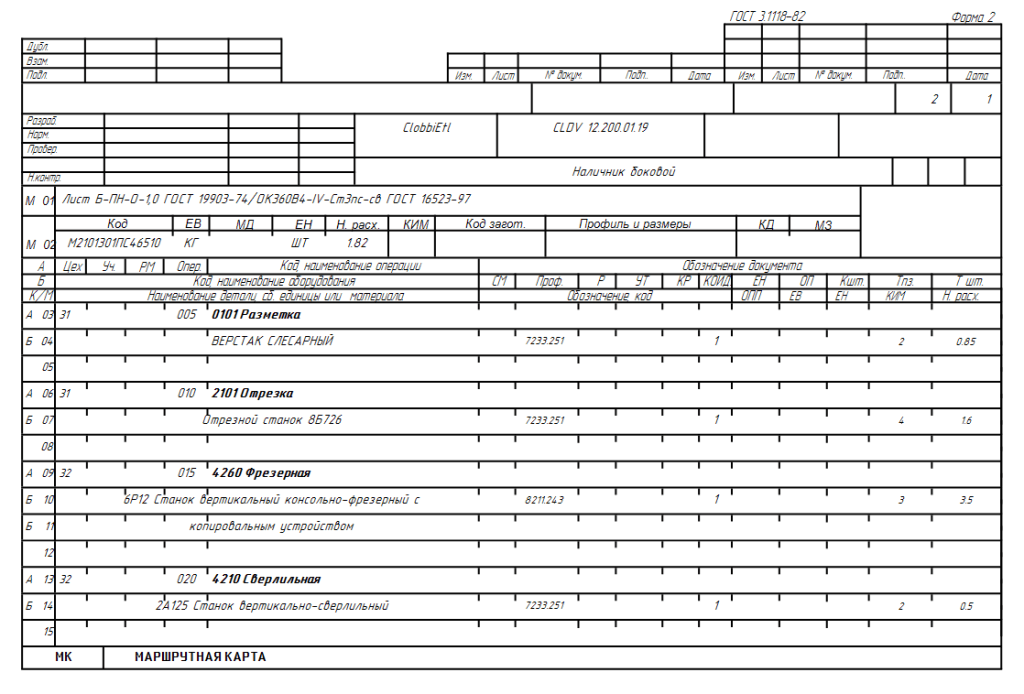
Маршрутная карта – это документ, предназначенный для маршрутного или маршрутно-операционного описания технологического процесса или указания полного состава технологических операций.
При операционном описании изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения по всем операциям различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах
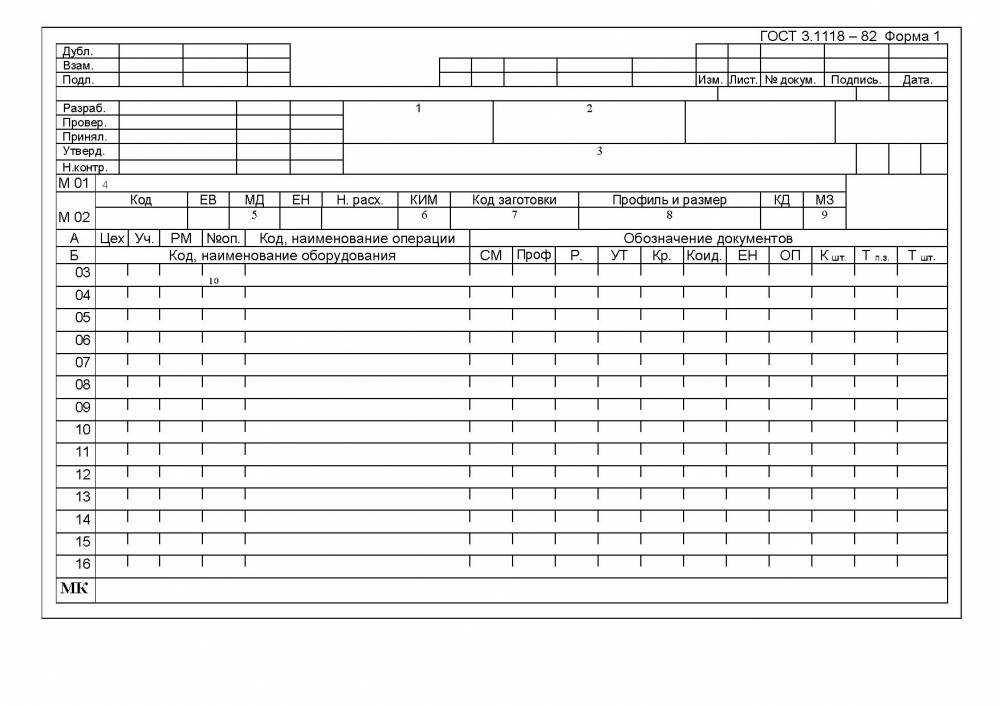
Формы и правила оформления МК приведены в ГОСТ 3.1118-82.



Общие требования к комплектности приведены в ГОСТ 3.1119-83.
Нормативно-техническая информация общего назначения, включаемая в формы технологических документов приведена в ГОСТ 3.1901-74.
Маршрутная карта (МК) является основным и обязательным документом любого технологического процесса. Формы и правила оформления маршрутных карт, применяемых при отработке технологических процессов изготовления или ремонта изделий в основном и вспомогательном производствах, регламентированы согласно ГОСТЗЛ118-82 (Формы и правила оформления маршрутных карт).
К заполнению граф технологических документов предъявляются следующие требования:
1. Каждая строка мысленно делится по горизонтали пополам и информацию записывают в нижней ее части, оставляя верхнюю часть свободной для внесения изменений.
2. Для граф, выделенных утолщенными линиями, существует три варианта заполнения:
а) графы заполняются кодами и обозначениями по соответствующим классификаторам и стандартам. Вариант используется разработчиками, внедрившими автоматизированную систему управления производством;
б) информация записывается в раскодированном виде;
в) информация дается в виде кодов с их расшифровкой;
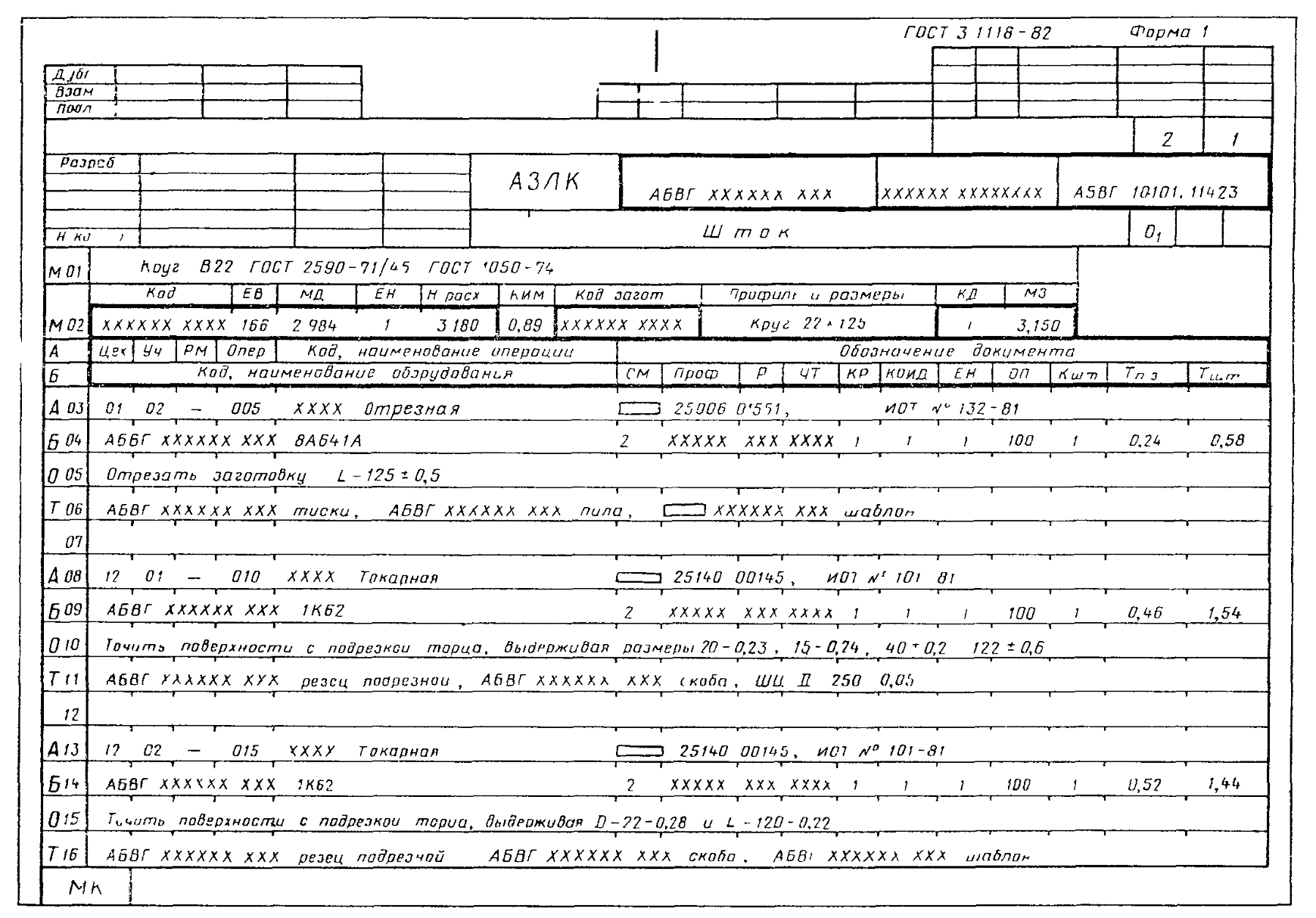
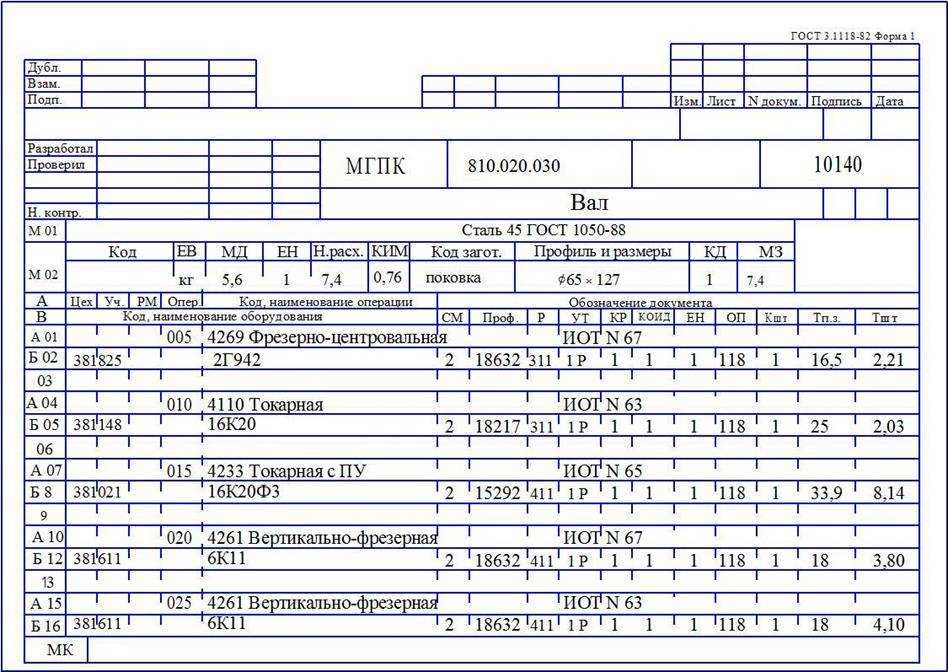
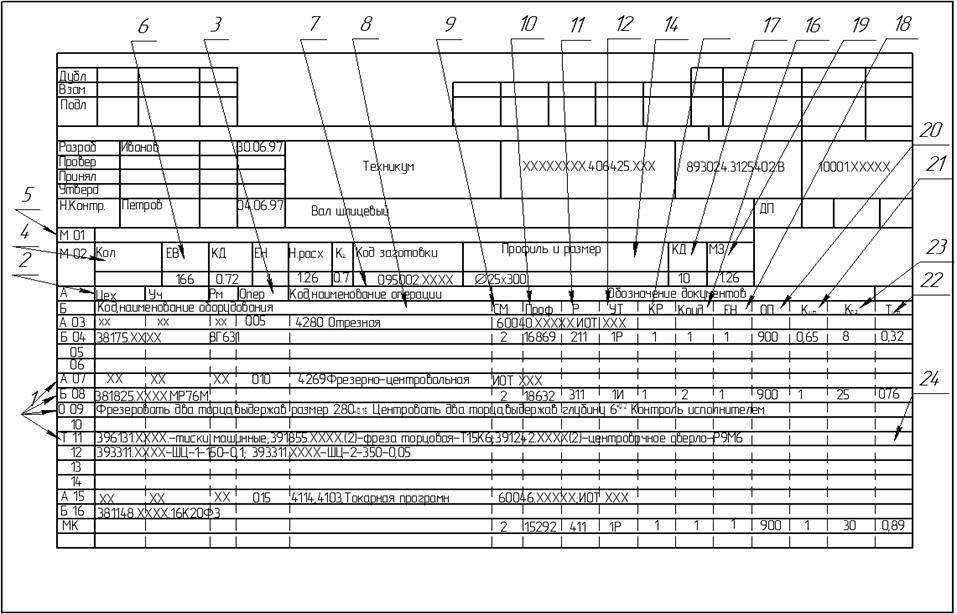
Для изложения технологических процессов в маршрутной карте используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ. Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации. Простановка служебных символов является обязательной в любом случае.
В качестве обозначения служебных символов приняты прописные буквы русского алфавита, проставляемые перед номером соответствующей строки. Указание соответствующих служебных символов для типов строк в зависимости от размещаемого состава информации, в графах маршрутной карты следует выполнять в соответствии с табл. 9.


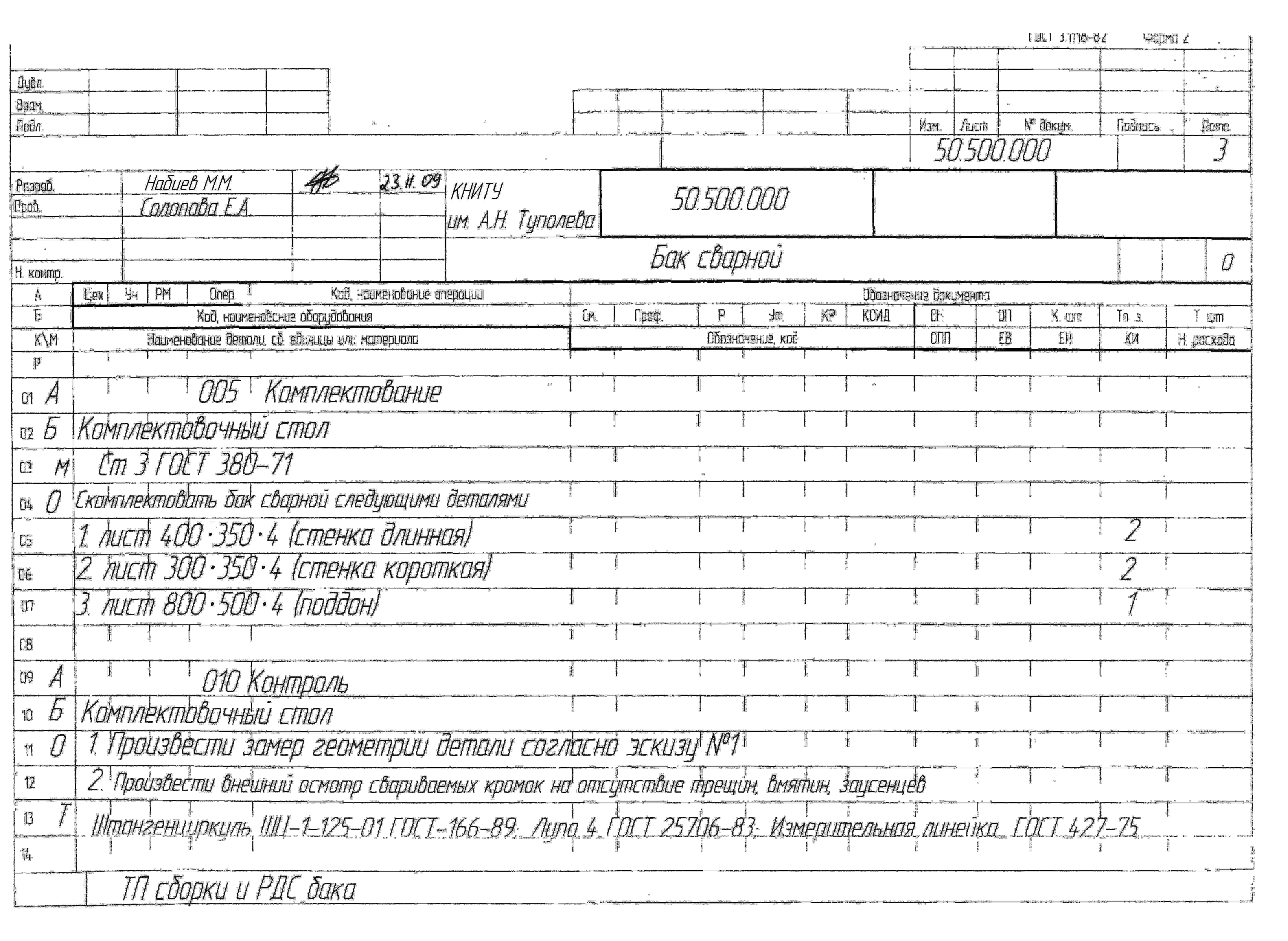


При заполнении информации на строках, имеющих служебный символ “О”, следует руководствоваться требованиями, которые устанавливают правила записи операций и переходов.
При операционном описании технологического процесса на маршрутной карте номер перехода следует проставлять в начале строки.
При заполнении информации на строках, имеющих служебный символ “Т”, следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки.
Информацию о применяемой на операции технологической оснастке записывают в следующей последовательности:
2) вспомогательный инструмент;
3) режущий инструмент;
4) слесарно-монтажный инструмент;
5) специальный инструмент;
6) средства измерения.
Разделение информации по каждому средству технологической оснастки следует выполнять через знак “;” .Сведения, вносимые в отдельные графы и строки маршрутной карты, выбираются из табл. 10. Для удобства поиска соответствующих граф карты номера пунктов таблицы продублированы выносными линиями на полях рис. 21
Таблица 9 Сведения, вносимые в графы, расположенные
голоса
Рейтинг статьи