Трещины колес, причины возникновения и методы их выявления
В процессе эксплуатации вагонов колесные пары подвергаются значительным статистическим и динамическим нагрузкам, а также постоянным перепадам температуры в процессе торможения, что создает предпосылки для появления трещин на колесных парах (см. рис. 10.1, ). Из-за наличия трещины прочность конструкции уменьшается и становится меньше исходной, на которую была рассчитана. Уменьшение прочности происходит с ростом размера трещины, со временем колесная пара не способна выдержать высокие эксплуатационные нагрузки. Если нет постоянных высоких нагрузок, то до разрушения колеса имеет место длительный период развития трещины. Со временем трещина продолжает расти, прочность колесной пары уменьшается на столько, что она не способна выдержать и нормальные условия эксплуатации.
| Трещина в диске около обода колеса |
| Трещина в диске около ступицы колеса |
Рисунок 10.1
Чаще всего зарождается усталостная трещина с внутренней стороны колеса, в приободной части диска колеса. При дальнейшей эксплуатации трещина увеличивается в размерах и выходит на внешнюю поверхность диска. Возможно, появление трещин могут возникать в средней части диска поз.1, в ступице поз.2, с внутренней стороны колеса (со стороны гребня) на приободной части диска поз.3, на гребне колеса поз.4 и на поверхности катания поз.5 (см. рис 10.2).
Рисунок 10.2 – Места расположения часто встречающихся трещин колеса.
| Радиальная трещина колеса |
| Трещина в ступице колеса |
| Термические трещины на поверхности катания обода колеса |
Рисунок 10.3
Рисунок 10.4 – Продольные трещины в ободе колеса
Так как трещины в дисках и изломы ободьев колес (см. рис. 10.5) происходят в колесных парах имеющих дефекты по кругу катания колес: выщербины, навары, ползуны и особенно неравномерный прокат по кругу катания, а также у длительно проработавших, изношенных, имеющих тонкий обод колес: Рекомендуется особо внимательно осматривать колесные пары с толщиной обода 35 мм и менее, имеющих признаки неравномерного проката или ползуна.
| Поперечная трещина на поверхности катания обода колеса |
| Трещина гребня колеса |
Рисунок 10.5
Рисунок 10.6 — Сквозные трещины
При осмотре колес обращать особое внимание на отслоение окалины или краски на поверхности диска колеса; цвета побежалости на ободе колеса; наличие любых полос различной длины. Размеры проката, выщербин, ползунов, кольцевых выработок на поверхности катания колеса, глубина поверхностного откола наружной грани обода не должны превышать допускаемых норм.
Рисунок 10.7 — Выщербина с трещиной, идущей в глубь металла.
Необходимо внимательно осмотреть в этой зоне обод и диск колеса с обеих сторон, обстучать поверхность катания молотком (при отжатых тормозных колодках)
При наличии трещины звук глухой, дребезжащий, быстро затухающий, нет четкой отдачи молотка, молоток как бы «прилипает» к колесу; при отсутствии трещины молоток легко и часто подпрыгивает, звук чистый, звонкий.
При осмотре необходимо тщательно осматривать все узлы и детали вагонов. Также необходимо выявлять вагоны, имеющие неравномерный прокат, так как вероятность образования трещины колеса при этом дефекте наибольшая. Трещины могут возникать в выщербинах, имеющих усталостное происхождение (большой глубины с неровной внутренней поверхностью покрытой ржавчиной).
Наиболее выраженные признаки неравномерного проката: отсутствие контрольного шплинта крепления валика подвески или разработанное отверстие на скобе крепления данного шплинта, отсутствие валика подвески, колодочного клина и колодки, гайки триангеля, блестящие пружины рессорного комплекта и др.
У таких колес необходимо определить расположение неравномерного проката на ободе по износу фаски или местному уширению (раздавливанию) обода колеса, а также наличие трещин.
Термические трещины возникают вследствие значительного нагрева обода композиционными тормозными колодками. Трещины в гребне образуются на внутренней стороне от нижней части обода к вершине гребня.
Характерным признаком термических трещин (возникающих при значительном нагреве колес колодками) является наличие цветов побежалости на поверхности катания и фаске, белесый цвет обода колеса.
Рисунок 10.8 — След термического воздействия колодок
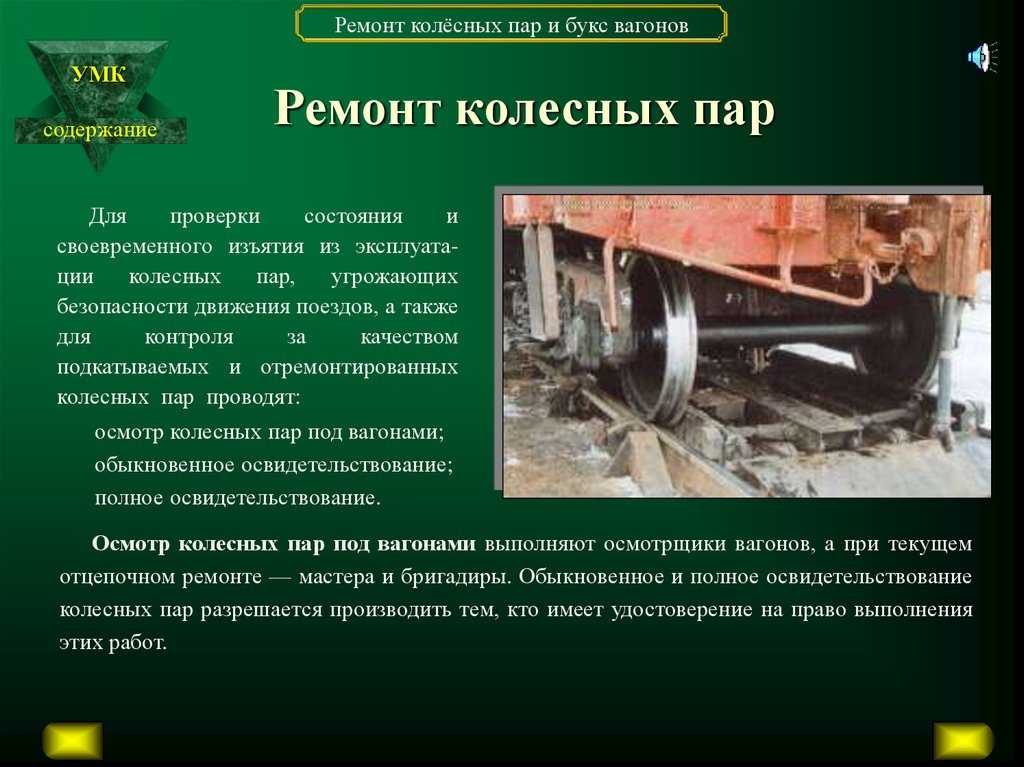
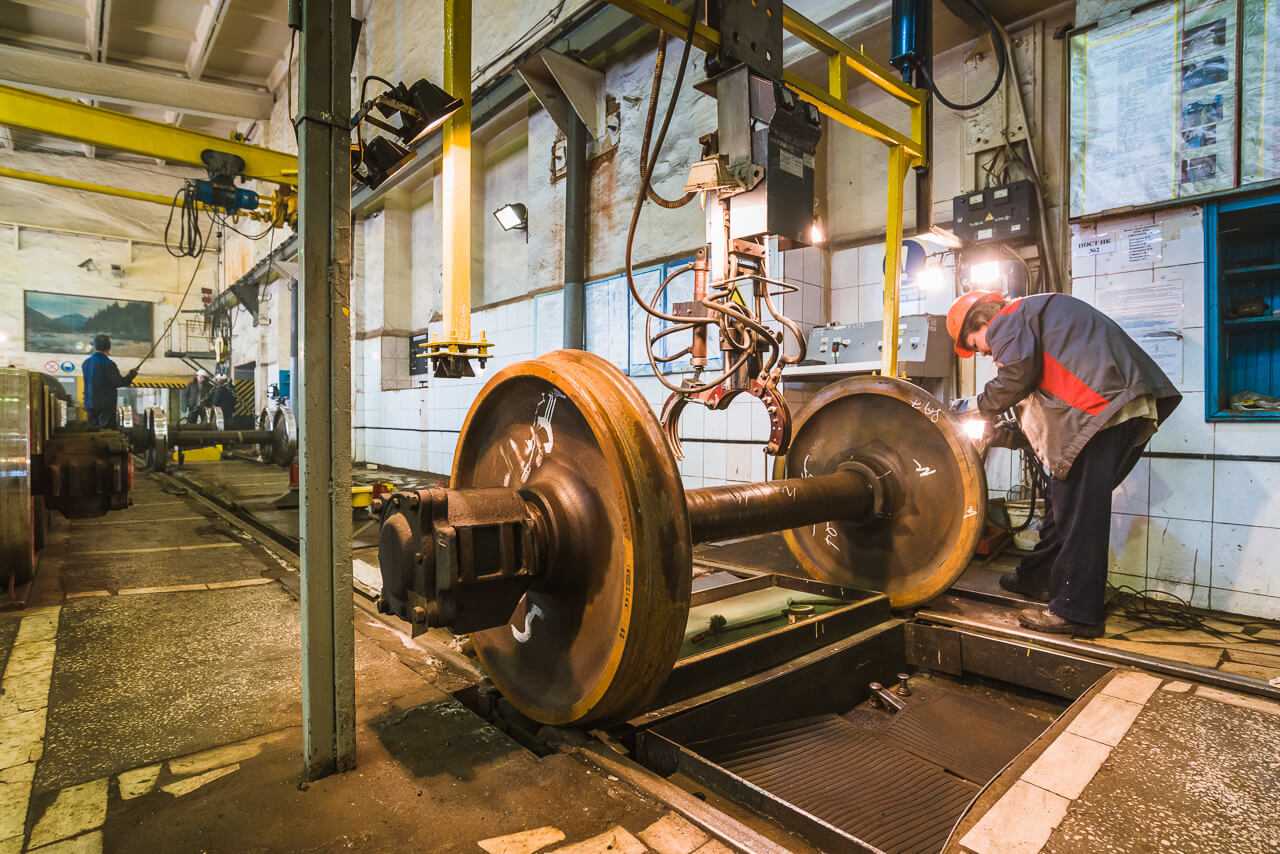
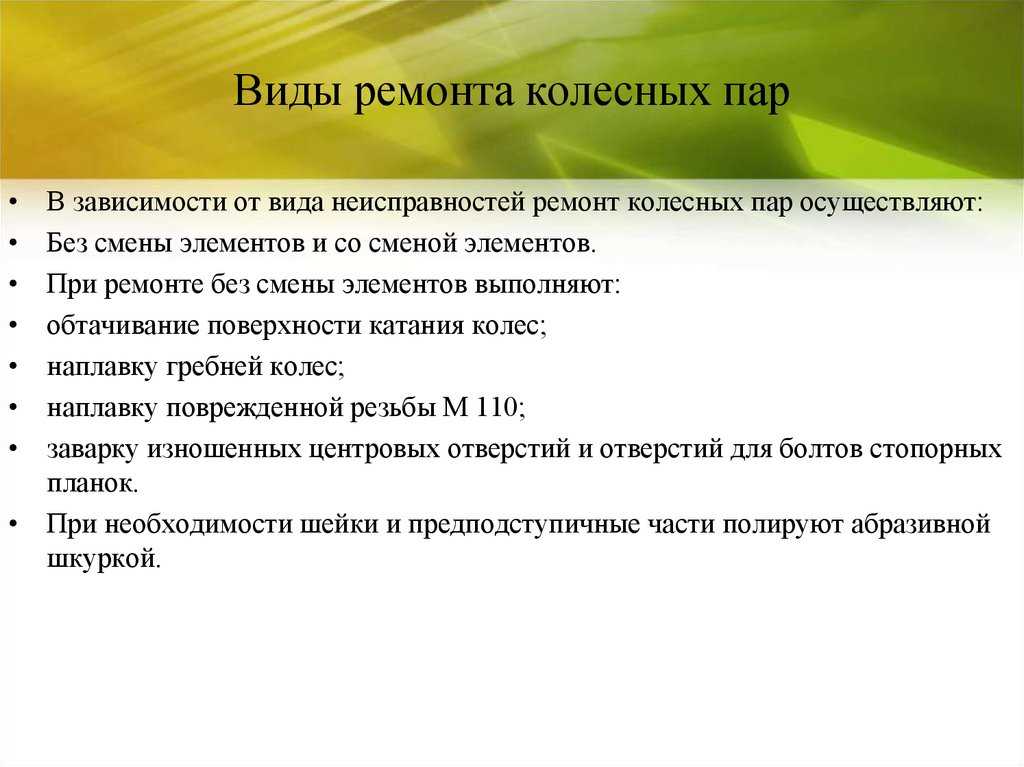
Ремонт колесных пар
![]()
Для колесных пар в зависимости от объема выполняемых работ установлены два вида ремонта — без смены и со сменой элементов. При ремонте без смены элементов в условиях депо производят работы по устранению износа бандажей и шеек осей — обточку и перетяжку бандажей, обточку, накатку и шлифовку шеек и сварочные работы без распрессовки элементов.
Ремонт со сменой элементов предусматривает замену осей, колесных центров, бандажей, зубчатых колес, перепрессовку ослабших колесных центров, зубчатых колес и освидетельствование колесных пар с выпрессовкой оси. Такой вид ремонта разрешается производить в колесных цехах ремонтных заводов и специализированных мастерских. Для ремонта колесные пары выкатывают из-под тепловоза. Одиночную выкатку колесных пар с тяговыми электродвигателями в депо производят на специальных канавах, оборудованных скатоопускным подъемником.
Прокат бандажей колесных пар устраняют обточкой на специальных станках с выкаткой и без выкатки из-под тепловоза. Бандажи колесных пар на текущем ремонте ТР-3 обтачивают на колесно-токарных станках, снабженных гидрокопировальным устройством. По мере обточки толщина бандажа уменьшается и наименьшая его толщина при выпуске из текущего ремонта допускается 43 мм и не менее 50 мм для тепловозов, работающих со скоростями свыше 120 км/ч. Наружный профиль бандажа при обточке контролируют шаблоном, а расстояния между внутренними гранями бандажей — штангенциркулем. Шаблон плотно прижимают к внутренней грани бандажа, при этом зазор по поверхности катания допускается до 0,5 мм, а по высоте и толщине гребня — до 1 мм.
В условиях депо прокат бандажей без выкатки колесных пар устраняют при техническом обслуживании ТО-4 на специальных колесно-фрезерных станках КЖ-20М. Станок располагают в специальной канаве со съемными рельсовыми вставками. Для обработки бандажей тепловоз устанавливают на канаву, домкратом тяговый электродвигатель приподнимают несколько вверх, а рельсовые вставки отводят в сторону, и колесная пара оказывается подвешенной на моторно-осевых подшипниках. Вращается колесная пара от тягового электродвигателя, который питается током напряжением 220—380 В. К бандажам подводят суппорты с фрезами и обточку бандажа ведут до необходимых размеров. Время обработки одной колесной пары составляет 30—40 мин.
Изношенную поверхность гребня восстанавливают электронаплавкой специальными двухдуговыми аппаратами А-482 под флюсом или вручную с выкаткой колесных пар из-под тепловоза с последующей обработкой на станке. Разрешается также наплавлять гребни бандажей без выкатки колесных пар из-под тепловоза двухдуговым аппаратом Р-643 с последующей обработкой на станке. Наплавка изношенных гребней позволяет примерно в полтора раза сократить снятие металла с бандажа при его обточке для получения нормального профиля и продлить срок службы бандажа.








![§ 30. ремонт колесных пар [1956 лугинин н.г. - ремонт тепловозов]](https://mapisa-plitka.ru/wp-content/uploads/1/b/a/1bae08b76358ca484c9968e6c6adeec3.jpeg)
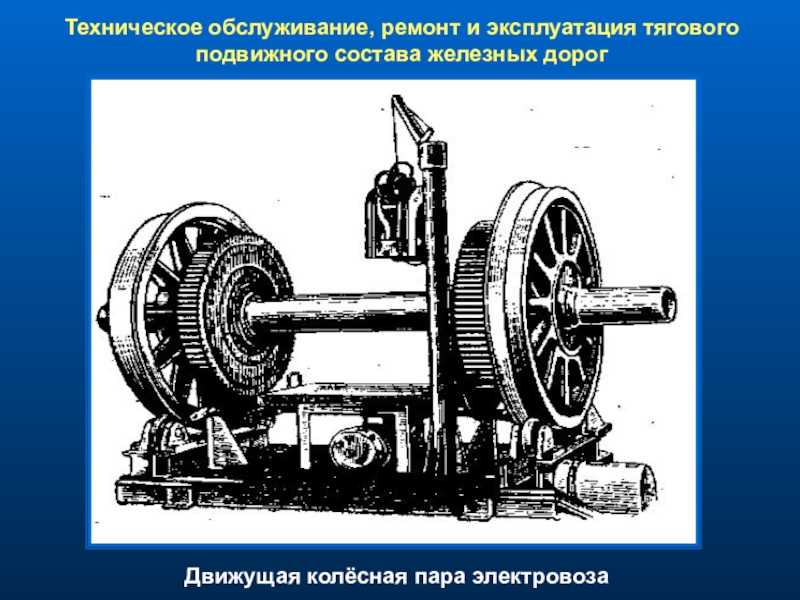
Как устроена колесная пара
Кроме распределения веса вагона на рельсы, колеса тепловозов и других машин тягового состава передают на рельсы крутящий момент, обеспечивая движение многотонного поезда. Сила сцепления в точке касания к рельсу во время разгона и торможения достигает очень больших величин, что требует от колес способности выдерживать как статические, так и динамические нагрузки. Обслуживание и ремонт колесных пар нужно проводить в установленные регламентом сроки, выполняться оно должно по определенной технологии.
Конструкция колесной пары вагона предельно простая, как и у других механизмов высокой степени надежности. Пара состоит из:
- двух колес;
- соединяющей их оси;
- бандажей и бандажных колец;
- пары зубчатых колес
Оси изготавливаются из специальных марок стали способом ковки. После термической обработки осевая сталь приобретает нужную прочность и вязкость, уменьшается ее хрупкость
Для материала оси очень важно сохранить целостность при вибрационных и ударных нагрузках.
Устройство оси достаточно сложное; каждый элемент разделяется на участки, которые исполняют определенную роль. Это:
- средняя часть;
- шейки с обеих сторон;
- буксовые шейки, на которые устанавливают подшипники;
- предподступичные отделы;
- подступичные наконечники, на которые устанавливаются колеса.
Участки отличаются по диаметру. В зоне перехода от одного диаметра к другому не допускается ломаных линий, все переходы сделаны по плавным лекалам. Такие участки получили название гантелей. К качеству их обработки выдвигаются повышенные требования. Подшипники роликового типа на буксовых шейках установлены резьбовым способом, что исключает смещение обоймы при значительных боковых нагрузках.
После обработки на токарных станках оси в обязательном порядке шлифуют для устранения царапин, сколов и других дефектов, которые могут стать потенциальными центрами возникновения внутренних напряжений, снижающих ресурс оси. В результате таких напряжений несущая способность оси снижается, что может привести к повреждению во время движения.
Колесный центр, являющийся следующим элементом колесной пары, изготавливается из углеродистой стали. На одну из его частей, а именно обод, насаживается бандаж. Именно бандаж вступает в контакт с рельсом, принимая на себя конечную нагрузку. Изготавливают бандаж из особых сверхпрочных марок стали с высокой стойкостью к истиранию.
В конструкции колесных пар также предусмотрен специальный канал, закрывающийся пробкой. По нему под давлением подается масло во время снятия колеса с оси. Оно исключает повреждение контактной зоны, появление трещин и задиров. Снятие выполняется способом распрессовки, что требует приложения значительных усилий.
Осмотр и освидетельствование колесных пар
За время работы колесные пары подвергают осмотру под тепловозом, обыкновенному и полному освидетельствованию, а также освидетельствованию с выпрессовкой оси. Колесные пары осматривают под тепловозом при всех видах технического обслуживания и текущего ремонта без выкатки из-под тепловоза, приемке и сдаче, выезде под поезд, на пунктах оборота, а также после крушения, аварии, при столкновении или сходе с рельсов.
Во время осмотра проверяют плотность посадки и наличие сдвига бандажа на колесном центре. Ослабление бандажа обнаруживается по глухому дребезжащему звуку при обстукивании бандажа слесарным молотком. Сдвиг бандажа определяют по расхождению контрольных отметок на бандаже и центре колеса. Признаками ослабления бандажа могут быть выделение смазки и ржавчины по окружности в месте прилегания бандажа к ободу колесного центра.







При осмотре проверяют, нет ли на бандажах трещин, ползунов, плен, вмятин, раковин, выщербин, подреза и остроконечного наката гребня. Не реже 1 раза в месяц в каждом депо у всех колесных пар тепловозного парка специальными шаблонами измеряют прокат, толщину гребня и бандажа. Предельный износ отдельных элементов колесной пары приведен на рис. Обыкновенное освидетельствование колесных пар тепловозов производят на текущем ремонте ТР-3 и перед каждой подкаткой колесной пары под тепловоз. При этом наружным осмотром проверяют состояние бандажей, колесных центров и зубчатого колеса, наличие соответствующих знаков и клейм на торцах оси, поверхности бандажа и зубчатом колесе, шаблонами измеряют прокат, толщину бандажа и гребня, шейки оси обследуют магнитным дефектоскопом.
Полное освидетельствование колесные пары тепловозов проходят при капитальных ремонтах, смене бандажей, ремонте с распрессовкой элементов, при неясности или отсутствии клейм и знаков последнего освидетельствования, повреждении колесных пар после аварии или крушения. При полном освидетельствовании колесную пару очищают от грязи и краски до металла, подступичные части оси проверяют ультразвуковым дефектоскопом, заменяют изношенные или дефектные элементы.
После освидетельствования на ось колесной пары наносят клейма и знаки полного освидетельствования. Результаты обыкновенного и полного освидетельствования записывают в специальный журнал и технический паспорт колесной пары, в который заносятся также все данные, связанные с изготовлением и эксплуатацией колесной пары. Освидетельствование колесной пары с выпрессовкой оси производится во всех случаях непрозвучивания оси ультразвуковым дефектоскопом при полном освидетельствовании, при спрессовке двух колесных центров, при отсутствии или неясности клейм формирования и если колесная пара не проходила такого вида освидетельствования. При этом производят все работы, предусмотренные для полного освидетельствования, а также выпрессовывают ось, проверяют магнитным дефектоскопом ее подступичные части для выявления поверхностных трещин, после чего на ось наносят клейма и знаки освидетельствования с выпрессовкой оси.
Полное обслуживание колесной пары
Если при ремонте производилась замена хотя бы одного из элементов, не читается клеймо, или на паре видны следы механических повреждений, то вся конструкция отправляется на вагоноремонтные заводы или в специализированные мастерские для полной проверки и восстановления или списания. Технология полного обслуживания более сложная, она включает несколько сложных и трудоемких операций:
- снятие слоя краски и других защитных покрытий со всех деталей;
- проверка состояния всех узлов лабораторными неразрушающими методами;
- ультразвуковая диагностика скрытых повреждений;
- замена изношенных деталей;
- постановка клейма.
Все работы по полному обслуживанию и ремонту заносятся в специальный журнал.
К неразрушающим методам диагностики относятся:
- магнитопорошковый;
- вихретоковый;
- ультразвуковой.
Специальное оборудование позволяет обнаружить малейшие отклонения в форме колесной пары и структуре металла, из которого она изготовлена.
Ремонт с заменой деталей
Это более сложный вид ремонта, который проводится, если восстановить поврежденную или дефектную деталь другим способом невозможно. Полный ремонт производится при:
- замене колес при обнаружении трещин, скрытых дефектов, заломов;
- сдвиге колес;
- повреждении оси;
- расхождении колес по наружной и внутренней касательной.
Такие работы требуют использования специального оборудования, в частности, прессов для разборки колесных пар. После полной разборки пары, все узлы и детали проверяются по отдельности. При обнаружении неустранимых дефектов, деталь отправляется на списание, на ее место устанавливают новую запчасть. Списывают детали при таких повреждениях, как:
- трещины на ободах и центральных частях колес;
- изогнутые оси;
- разрушенные или изношенные подшипники;
- видимые следы от электродов на осях;
- сколы на поверхности оси.
После проверки состояния рабочих узлов и подбора запчастей, производится обратная сборка. Технология соответствует сборке новых конструкций на заводе. В процессе сборки используется прессовое оборудование. Диаметр оси больше, чем диаметр колеса, поэтому запрессовка требует большого усилия. После установки колес на место, они удерживаются силой упругости металла.
После сборки пары проводится дополнительная дефектоскопия. Это необходимо сделать потому, что при воздействии гидравлического пресса поверхность или массив металла может пострадать, если нарушена технология или допущены ошибки. В процессе монтажа новых деталей после ремонта используется несколько вариантов сборки:
- СОНК — старая ось и новые колеса;
- НОНК — новые оси и колеса.
При использовании старой оси она проверяется всеми неразрушающими методами на предмет скрытых дефектов. Только после получения положительного заключения от экспертов ось поступает в работу.








Возможные неисправности колесных пар
Во время движения, торможения и стоянки порожнего и загруженного вагона на оси действуют разнонаправленные силы. Техническое обслуживание и ремонт колесных пар — ответственные операции, которые производятся по определенной схеме с учетом рекомендаций производителя. Ошибки при выполнении техобслуживания и ремонта могут привести к повреждению отдельных элементов и оси в целом.
Колесная пара — тщательно продуманная и рассчитанная конструкция, проверенная десятилетиями эксплуатации в самых разных условиях. Анализ статистики ремонтно-восстановительных работ позволил составить список характерных повреждений и неисправностей, возникающих в процессе эксплуатации колесной пары.
- Равномерный прокат, то есть, уменьшение диаметра колес из-за воздействия сил трения с рельсом при торможении, ускорении и во время равномерного движения на прямых участках и поворотах. Величина проката рассчитывается при определении ресурса пары еще на этапе производства. Но точное значение установить сложно, условия эксплуатации однотипных пар могут сильно отличаться на разных участках железной дороги.
- Неравномерный прокат. Более опасный дефект, который возникает из-за неравномерной плотности металла бандажа или при интенсивном торможении.
- Наплывы металла на колесную фаску. Дефект устраняется, если обнаружены трещины. В остальных случаях колесо допускается к эксплуатации;
- Кольцевые выработки колес при воздействии тормозных колодок;
- Уменьшение толщины гребня из-за неправильной установки пары в тележке, деформации оси после движения на участках с многочисленными поворотами, различий диаметров соосных колес по причине неравномерного износа обода.
- Снижение толщины обода из-за неправильной обточки или износа.
- Появление на ободе плоских участков, «ползунов». Возникают они при резких торможениях, вызывающих скольжение колеса по рельсу. Нарушение плавности окружности приводит к появлению повышенных вибрационных нагрузок и шума.
- Возникновение зон навара на поверхности колес при повышении температуры во время скольжения в процессе торможения. Пластичная деформация металла — опасное явление, требующее устранения дефекта;
- Выкрашивание металла при длительной эксплуатации колесной пары при высоких нагрузках.
- Расслоение и другие дефекты металла, возникающие в процессе производства.
Также при перегрузках и движении в сложных условиях, или по причине заводского брака, могут возникать другие неисправности, часть из которых достаточно опасна, например, появление трещин на оси или колесах.