
Применение — нониус
Применение передвижных нониусов на лимбах 7и 8 и наличие высокоточных шлифованных винтов 4 и 2 позволяют определять величину перемещения поперечных салазок 3 и установочного стола 5 с точностью до 0 005 мм.
Шкала прибора с учетом применения нониуса разделена на 1800 делений.
Шкала прибора, с учетом применения нониуса, разделена на 1800 делений.
| Измерительный конденсатор к диэлькометру. |
Шкала прибора, с учетом применения нониуса, разделена на 1800 делении.
| Штангенциркуль с точностью подсчета 0 1 мм. |
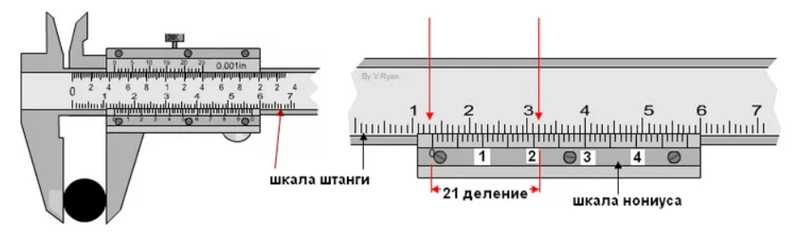
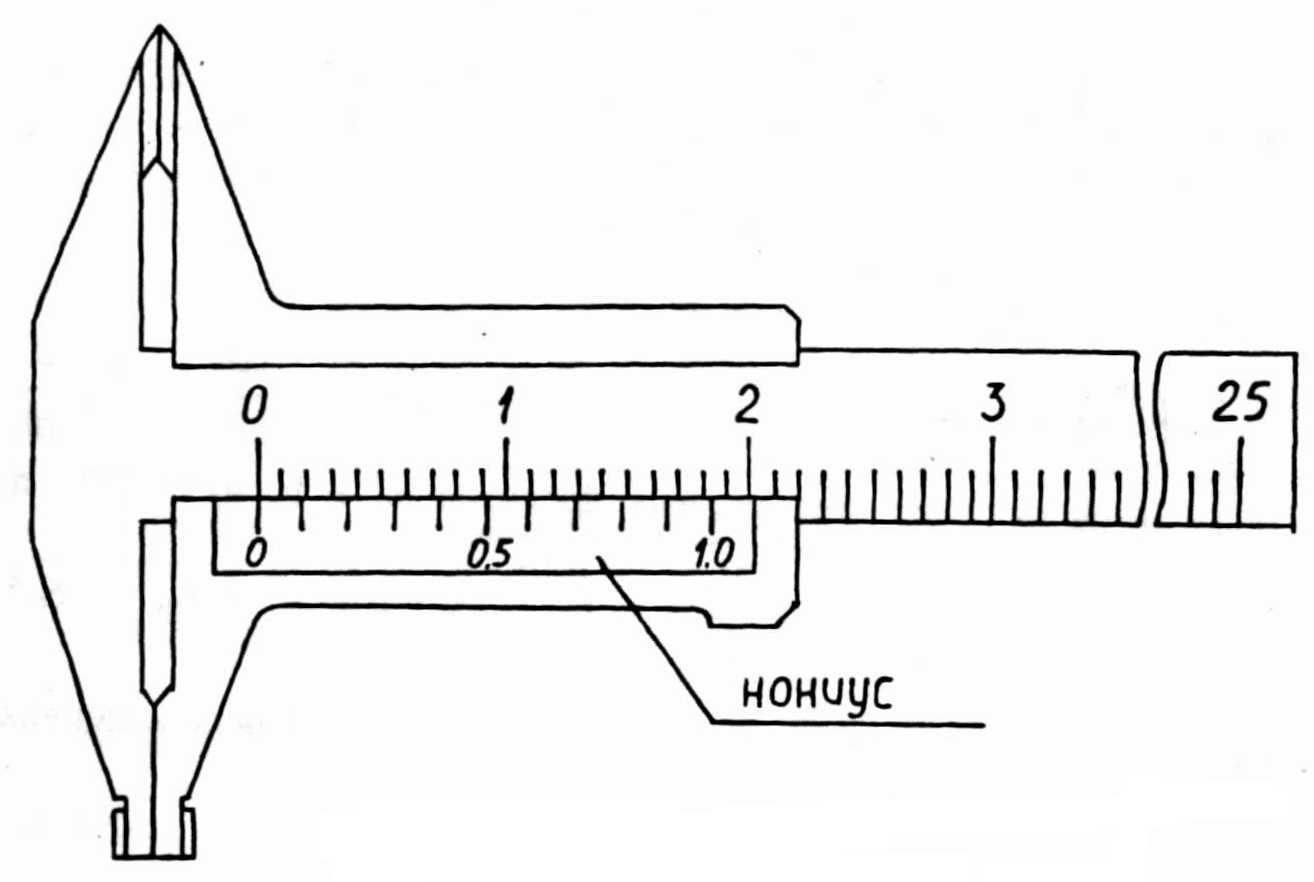
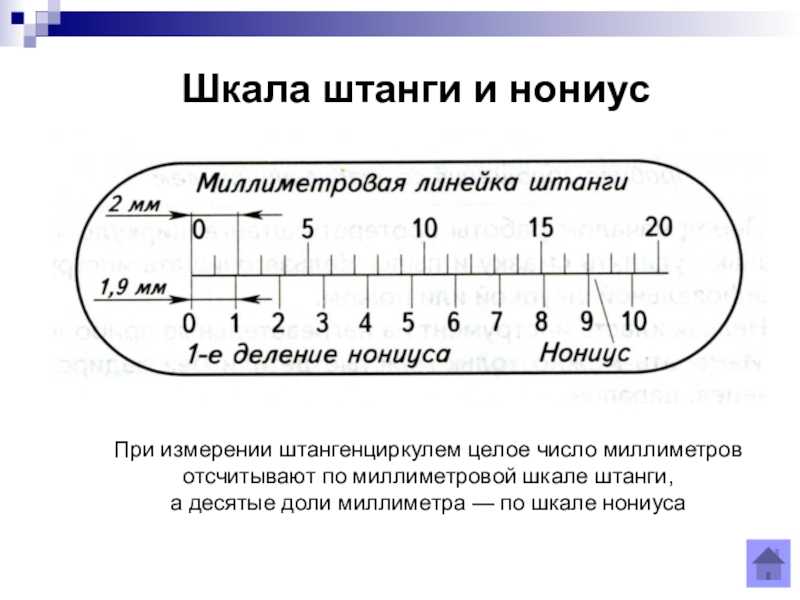
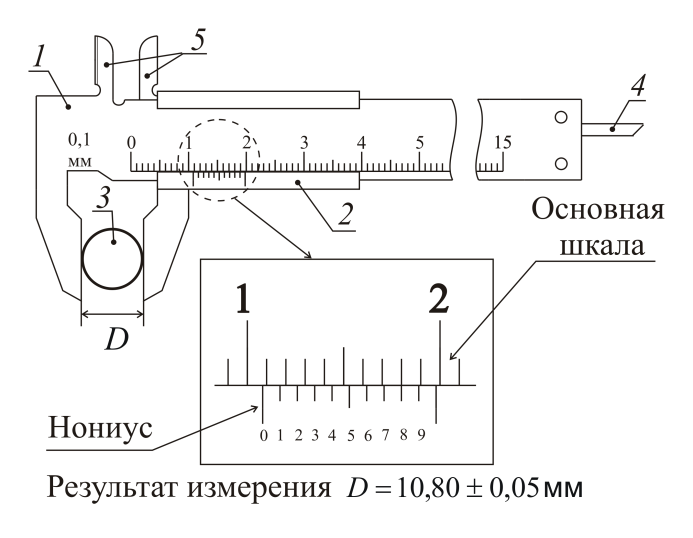
Штангенциркуль, как и все штангенинструменты, основан на применении нониуса, по которому производится отсчет дробных долей делений основной шкалы. Штангенциркуль ( рис. 6 — 1) состоит из штанги 1 с миллиметровыми делениями.
Повышение точности отсчета по основной шкале угломеров обеспечивается, как и у штангенинструмен-тов, применением штрихового нониуса. Принцип построения нониуса угломеров аналогичен построению нониуса штангенинструментов. Различие между ними заключается только в том, что у угломеров отсчет производится в долях градуса — минутах, а у штангенинструментов — в долях миллиметра.
Развитие проекционных отсчетных устройств происходит главным образом в направлении расширения пределов прямых показаний по шкале при ограничении угла отклонения коромысла. Это достигается применением нониусов, позволяющих отсчитывать доли делений, благодаря чему цена деления, а следовательно, и пределы измерений по шкале могут быть увеличены.
Обычные модели рефрактометров Аббе имеют неравномерные шкалы с ценой деления Ы0 — 3 ( иногда 0 5 — 10 — 3); оценка четвертого десятичного знака производится визуальной интерполяцией. Неравномерность шкал п исключает возможность применения нониусов или других приспособлений для более точного объективного отсчета.
При отсчете значительных линейных перемещений кареток, работающих в продольных направляющих, для уменьшения размеров каретки ( а следовательно, и длины направляющих — см. гл. Для простых угловых ( круговых) шкал место их расположения ( на подвижных или неподвижных частях) не имеет значения. Однако в случае необходимости применения нониуса его следует располагать только на неподвижной части прибора.
Погрешность определяется ошибкой отсчета. При пользовании миллиметровой шкалой погрешность составляет 0 3 — 0 5 мм, с применением нониуса 0 1 — 0 2 мм.
Особенно широко пользовались этими единицами измерений и соответствующими мерами в астрономии и геодезии. В промышленности практически ограничивались градусами и иногда минутами, хотя при побочных работах ( например, при съемках в горных выработках) использовались даже секунды, поскольку углы простирания и углы падения пластов надлежало определять с помощью теодолита в градусах, минутах и секундах. На территории России были определены в градусах, минутах и секундах географические координаты десятков тысяч пунктов. Диапазон измеряемых углов значительно возрос в сторону малых значений, чему особенно способствовало применение нониуса и микроскопов с большой разрешающей силой. В некоторых случаях значения измеряемых углов были таковы, что приходилось пользоваться только секундами и иос долями. Долями секунды особенно широко пользовались при обработке результатов измерений.
| Штангенциркуль с нониусом. |
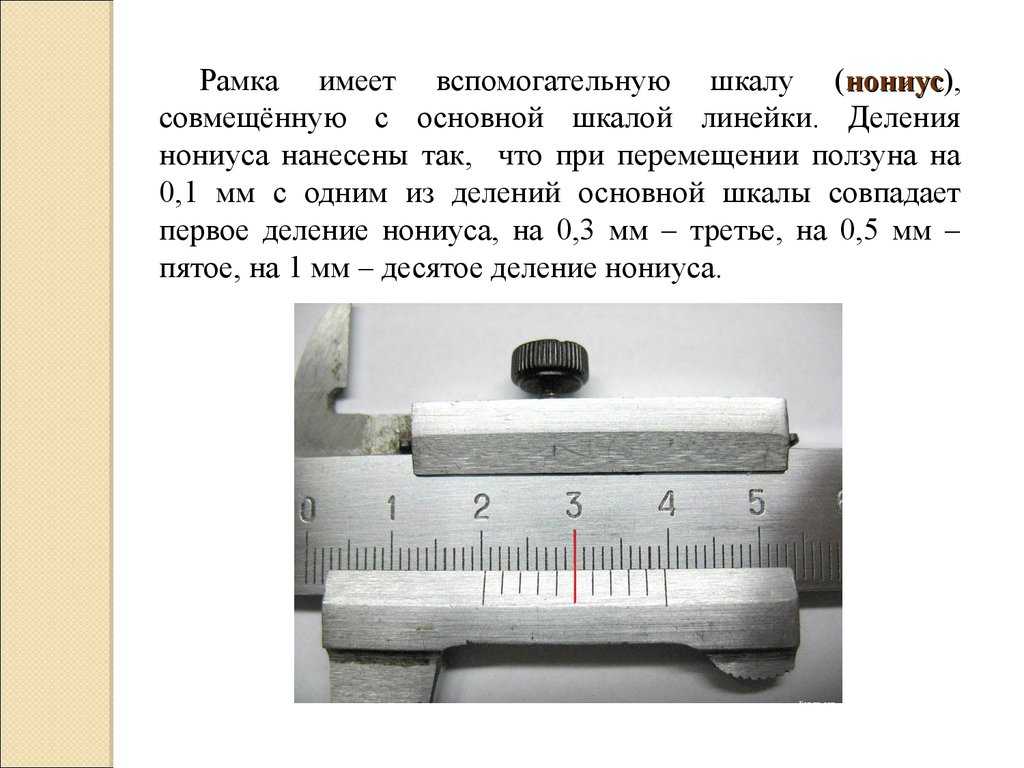
Штангенциркули, предназначенные для измерений с высокой точностью, снабжены приспособлением 6 для микрометрической подачи, состоящим из винта, гайки, движка и зажима. Губки штангенциркуля для наружных измерений имеют плоские измерительные поверхности, а для внутренних измерений-цилиндрические. На штанге нанесена масштабная шкала с ценой деления 1 мм. Каждое пятое деление штанги отмечается более длинным штрихом, чем остальные, и соответствующей цифрой. На скошенной кромке рамки нанесена шкала нониуса 7, служащего для отсчета дробных долей деления шкалы штанги. Применение нониуса повышает точность отсчета. Стандарт предусматривает точность отсчета по нониусу-0 1; 0 05 и 0 02 мм.
Недавнее использование
В этом разделе приведены ссылки на методы, использующие принцип Вернье для проведения измерений с высоким разрешением. Вернье-спектроскопия — это разновидность лазерной абсорбционной спектроскопии с усилением резонатора, которая особенно чувствительна к следовым газам. В этом методе используется частотный гребенчатый лазер в сочетании с высокоточным оптическим резонатором для получения спектра поглощения с высокой степенью параллельности. Этот метод также позволяет обнаруживать следовые газы в очень низкой концентрации из-за эффекта усиления оптического резонатора на эффективную длину оптического пути.
Определение слова «Нониус» по БСЭ:
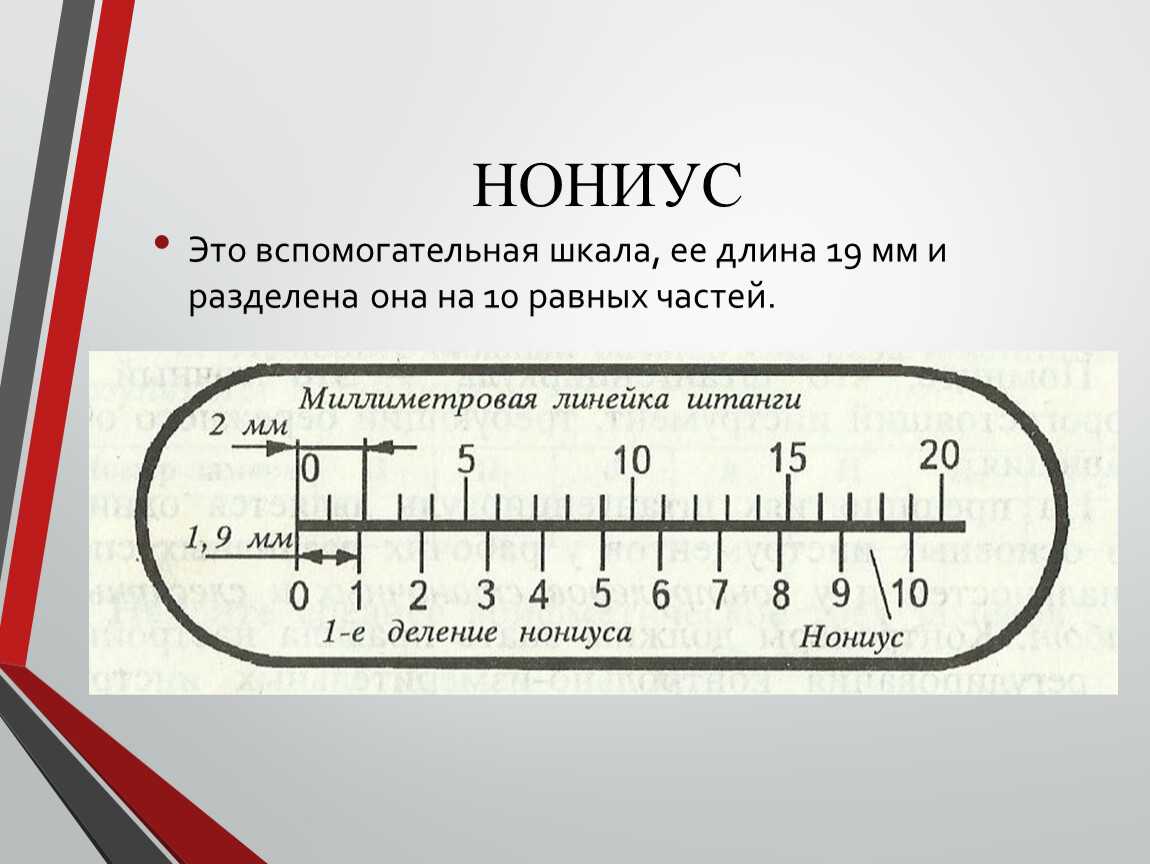
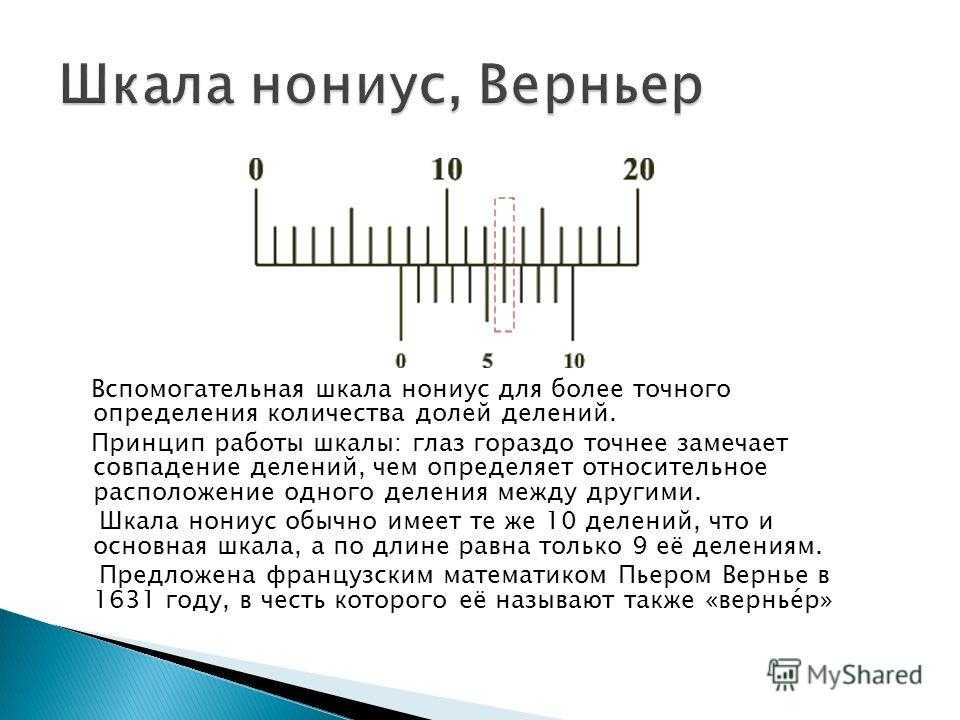
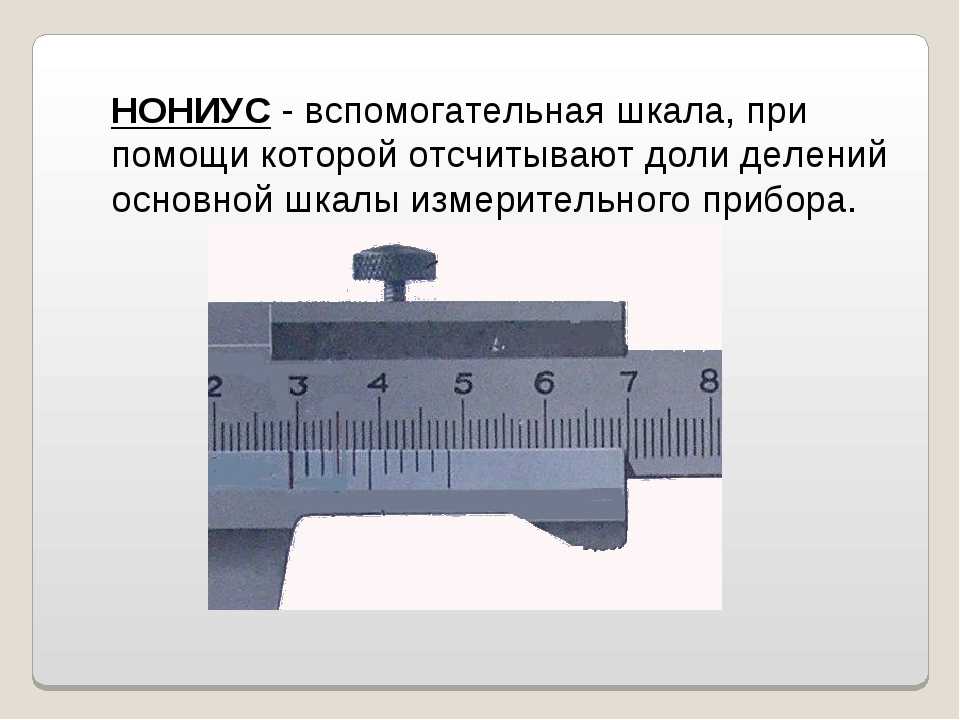
Нониус — вспомогательная шкала, при помощи которой отсчитывают доли делений основной шкалы измерительного прибора. Прототип современного Н. предложен французским математиком П. Вернье, поэтому Н. часто называют Верньером. Н. получил название по имени португальца П. Нуниша (P. Nunes, латинизированное имя Nonius), предложившего для отсчёта долей делений шкалы другой сходный прибор, ныне, однако, не применяемый. Различают линейный (рис. 1, а), угломерный (рис. 1, б), спиральный (рис. 2), трансверсальный (рис. 3) и др. виды Н. Применение линейного Н. основано на разнице интервалов деления основной шкалы и Н. Длина Н. (целое число его делений) точно укладывается в определённом целом числе делений основной шкалы.При совпадении нулевой отметки Н. с какой-либо отметкой L основной шкалы результат измерения A соответствует величине, определяемой отметкой L. при несовпадении нулевой отметки Н. с L значение А = L + ki, где k — число делений Н. от нулевого до совпадающего со штрихом основной шкалы. i — наименьшая доля деления основной шкалы, которую можно оценить Н. (обычно i = 0,1. 0,05 или 0,02 мм). Принцип отсчёта по угломерному Н., применяемому в ряде оптико-механических приборов, такой же, как и по линейному Н.. применение Н. др. типов пояснено рис. 2 и 3.Лит.: Городецкий И. Е., Основы технических измерений в машиностроении, М., 1950.Рис. 1. Линейный (а) и угломерный (б) нониусы.Рис. 2. Спиральный нониус. В поле зрения видны штрихи основной миллиметровой шкалы (11, 12, 13), один из которых находится в зоне десяти делений малой шкалы. часть круговой шкалы из 100 делений и двух эквидистантных архимедовых спиралей. При отсчёте деление миллиметровой шкалы должно находиться строго посередине между двумя рядом идущими спиралями. Отсчёт производится последовательно по всем трём шкалам.Рис. 3. Трансверсальный нониус: слева — линейный (поперечный масштаб). деление основной шкалы (72) пересекает одну из диагоналей нониуса, отсчёт производится по положению точки пересечения штриха и диагонали. справа — угломерный. принцип отсчёта аналогичен.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.

Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Метрология
Решение:
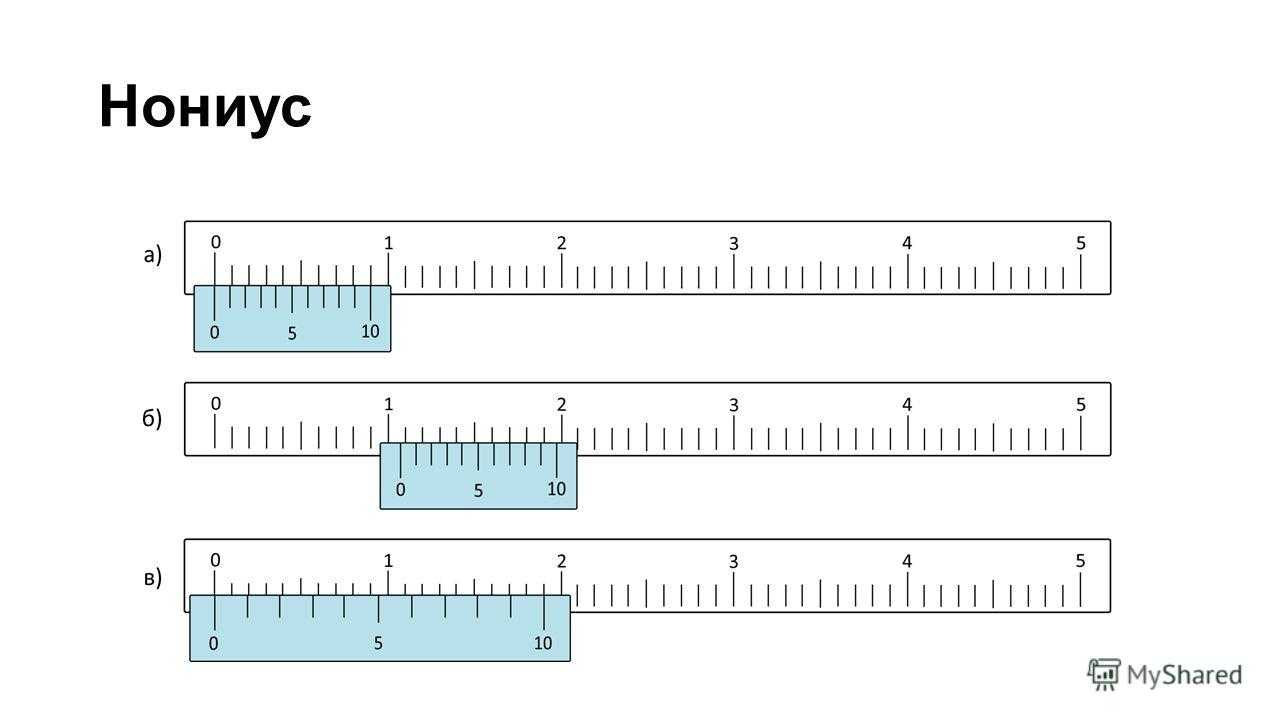
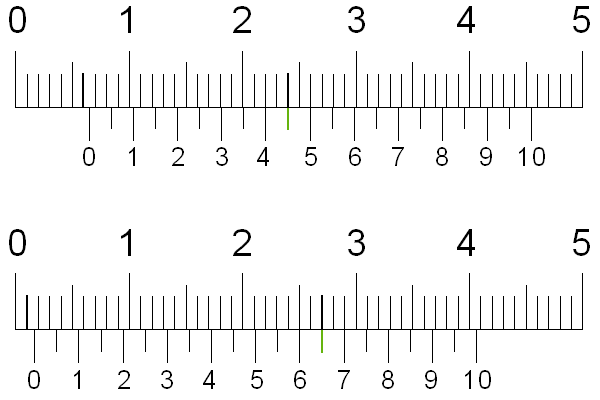
1. Размеры деталей на рисунках, измеренные штангенциркулем:
- а) – 38,8 мм;
- б) – 58,6 мм.
2. Метод измерений. В данном случае измерение проводилось штангенциркулем, размер измерялся непосредственно с детали (или изделия), поэтому метод измерений является абсолютным.
Абсолютное измерение основано на прямых измерениях величины и/или использовании значения физической постоянной, например измерение размеров детали штангенциркулем или микрометром.
Относительное измерение основано на сравнении измеряемой величины с известным значением меры, например измерение отношения величины к одноименной величине, играющей роль единицы. Размер в этом случае определяется алгебраической суммой размера установленной меры и показаний прибора.
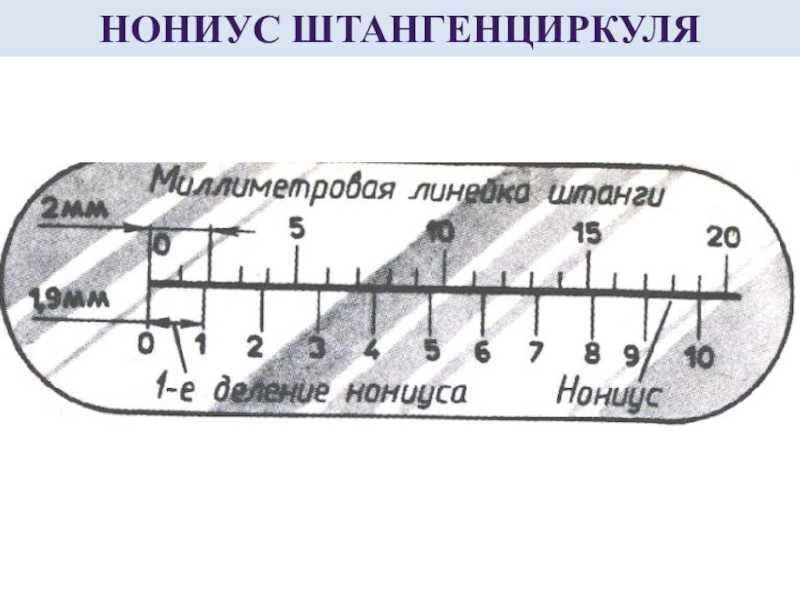
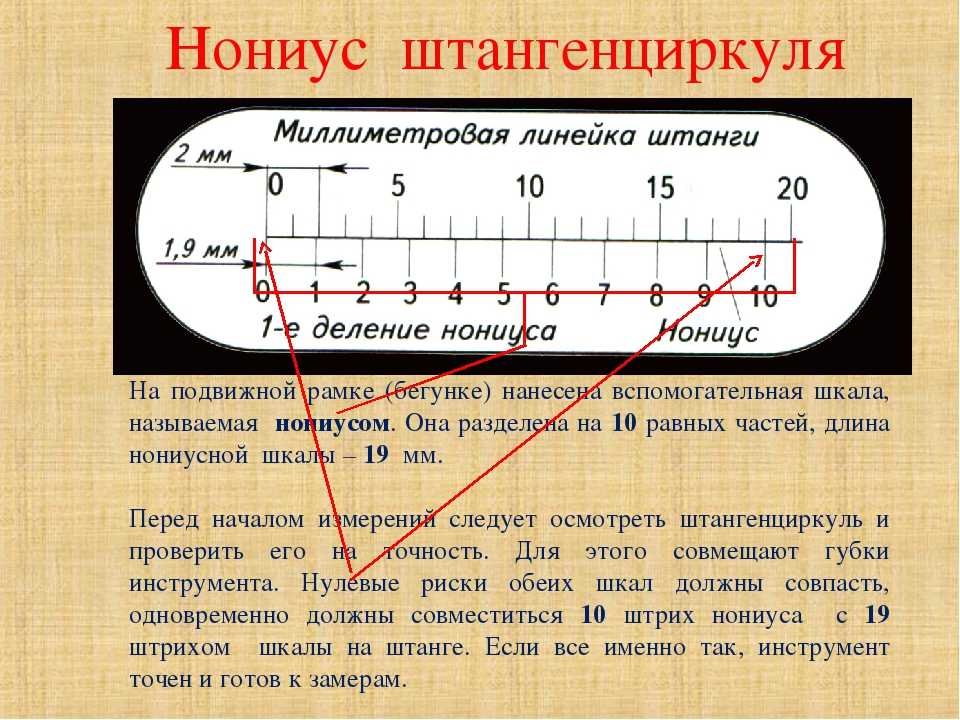
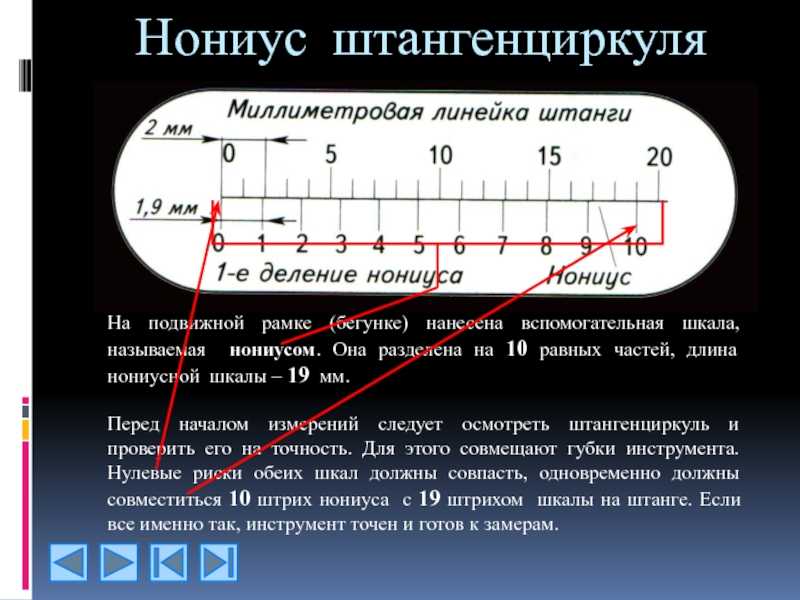
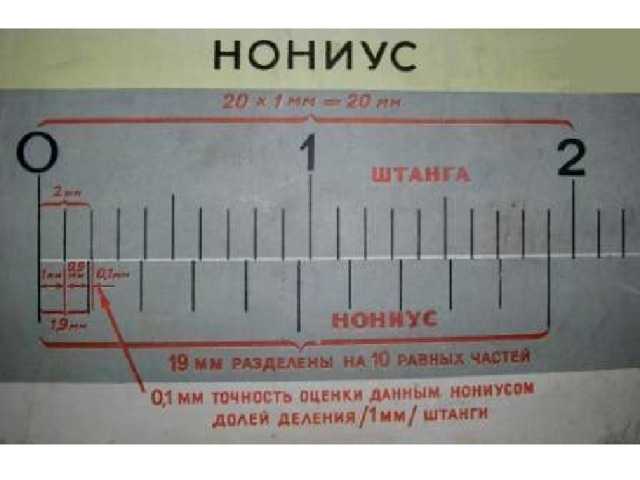
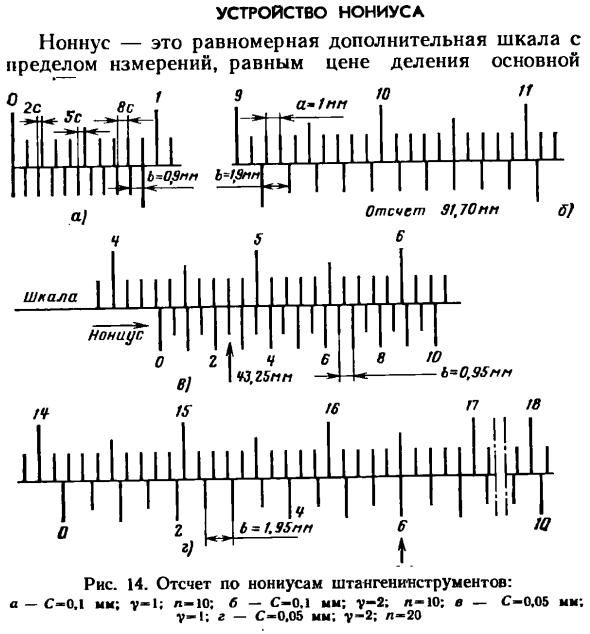
3. Выполнить расчет нониуса штангенциркуля при точности i = 0,1 мм и модуле φ = 2.
Основной характеристикой при расчете нониуса является величины отсчета или точность нониуса i.
Сначала определяем число делений нониуса:
n = c/i = 1/0,1 = 10,
где c — интервал деления основной шкалы; с = 1 мм.
Интервал деления шкалы нониуса:
b = φc – i = 2×1 – 0,1 = 1,9,
где φ — модуль, натуральное число 1,2,3…, служащее для увеличения интервала деления нониусной шкалы.
Определяем длину шкалы нониуса:
l = bn = (φc – i)n = 1,9×10 = 19 мм.
4. Указать пределы измерений штангенциркулей.



Штангенинструменты предназначены для определения абсолютных значений линейных размеров, а также для воспроизведения размеров деталей при разметке.
К штангенинструментам относятся:
- штангенциркули;
- штангенглубинометры;
- штангенрейсмусы.
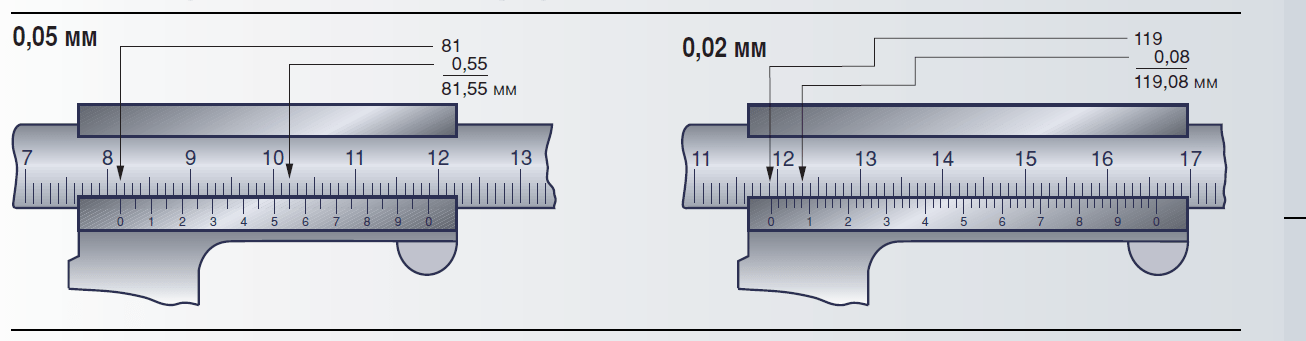
ГОСТ 166-73 предусматривается выпуск трех типов штангенциркулей: ШЦ-I с ценой деления 0,1мм; ШЦ-II с ценой деления 0,05мм и ШЦ-III с ценой деления 0,1мм и 0,05мм. Кроме того, на заводах используются ранее изготовленные штангенциркули с ценой деления 0,02 мм.
***
Общее устройство штангенинструментов
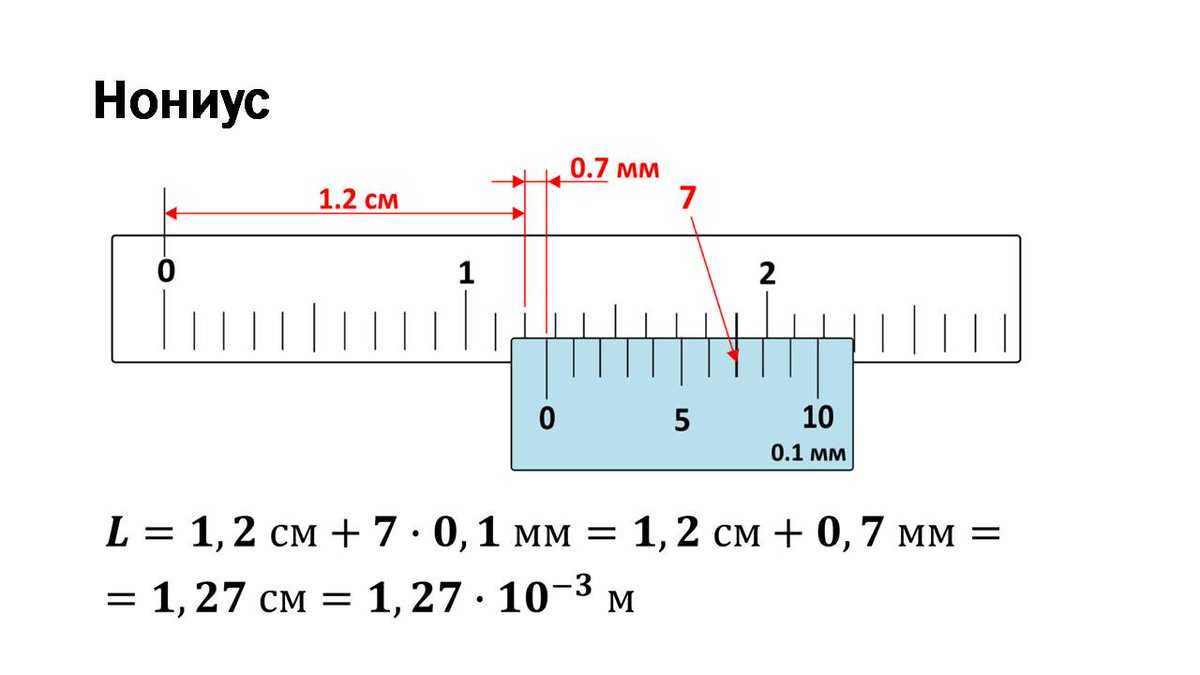
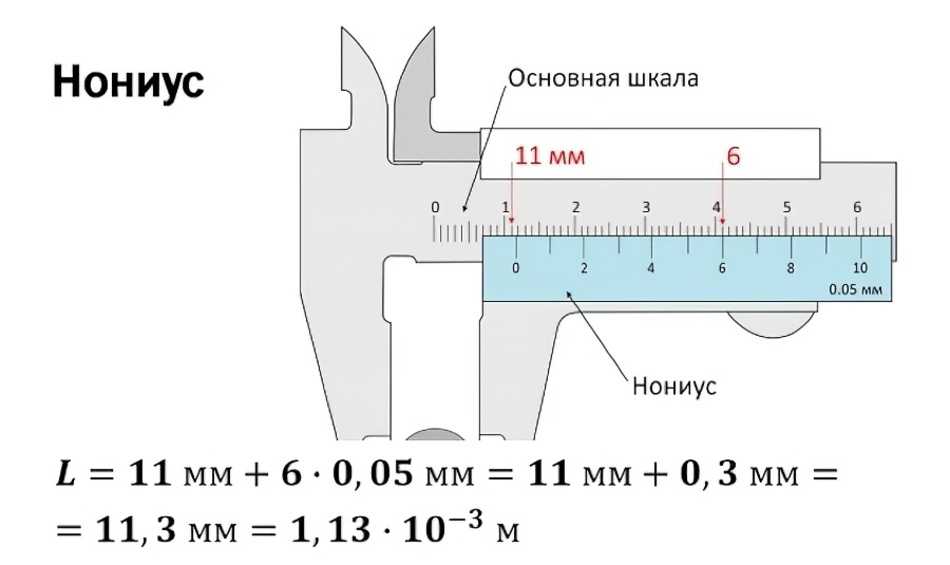
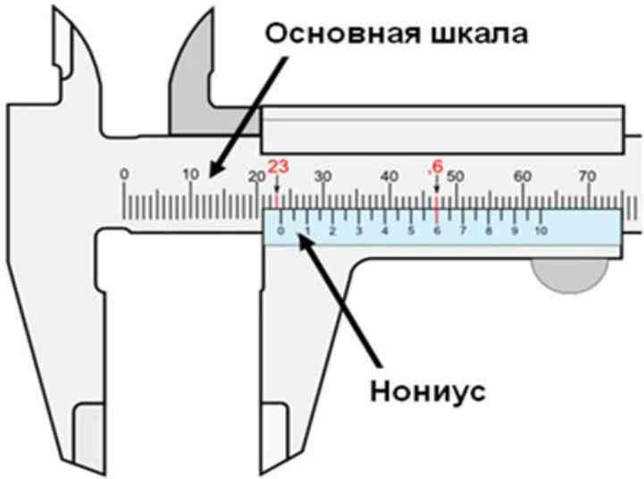
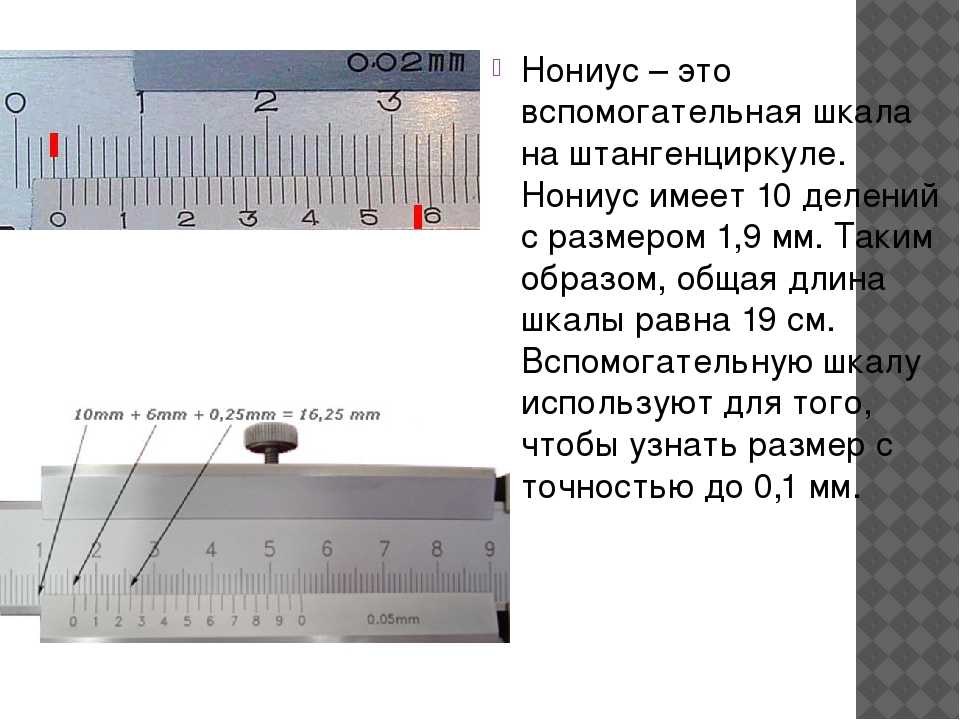
Основными частями штангенциркуля являются: шкала-линейка (штанга) с ценой деления 1 мм и перемещающаяся по линейке вспомогательная шкала-нониус. По нониусу отсчитывают десятые и сотые доли миллиметра. Наибольшее распространение получили нониусы с ценой деления 0,1, 0,05 и 0,02 мм.
Для отсчета с помощью нониуса сначала определяется по основной шкале целое число миллиметров перед нулевым значением нониуса. Затем добавляют к нему целое значение долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы (см. рисунок 1). Так, например, на рис. 1, а – измеряемый размер равен 38,8 мм; а на рис. 1, б – 58,6 мм.
Для плавного перемещения рамки по шкале-линейке предусмотрено микрометрическое устройство, состоящее из хомутика, зажима и гайки микрометрической подачи. На подвижной рамке установлен стопорный винт. Наружные размеры можно измерять верхними и нижними губками. Для измерения внутренних размеров предназначены нижние губки, для разметки – верхние.
С более подробной информацией о штангенинструментах можно ознакомиться здесь.
***
Допуски и посадки подшипников качения
Учебные дисциплины
- Инженерная графика
- МДК.01.01. «Устройство автомобилей»
- Карта раздела
- Общее устройство автомобиля
- Автомобильный двигатель
- Трансмиссия автомобиля
- Рулевое управление
- Тормозная система
- Подвеска
- Колеса
- Кузов
- Электрооборудование автомобиля
- Основы теории автомобиля
- Основы технической диагностики
- Основы гидравлики и теплотехники
- Метрология и стандартизация
- Сельскохозяйственные машины
- Основы агрономии
- Перевозка опасных грузов
- Материаловедение
- Менеджмент
- Техническая механика
- Советы дипломнику
Олимпиады и тесты
- «Инженерная графика»
- «Техническая механика»
- «Двигатель и его системы»
- «Шасси автомобиля»
- «Электрооборудование автомобиля»
Порядок измерений
Инструмент и деталь нужно подготовить к работе: удалить загрязнения, свести губки вплотную и убедиться в том, что показания соответствуют «0». Для измерения наружного диаметра или линейного размера необходимо:
- развести губки путем передвижения рамки;
- сдвинуть до плотного прилегания к контрповерхостям;
- зафиксировать положение рамки стопорным винтом;
- вывести штангенциркуль для оценки полученных результатов.
Чтобы измерить внутренний размер, губки сводят в «0», а затем раздвигают до соприкосновения с контрповерхностями. Если конструктивные особенности детали позволяют увидеть шкалу, то показания считывают без фиксации и выведения.
Для измерения глубины отверстия:
- перемещением рамки выдвигают глубиномер;
- опускают его в отверстие до дна и прижимают к стенке;
- перемещают штангу до упора в торец;
- фиксируют стопорным винтом и выводят.
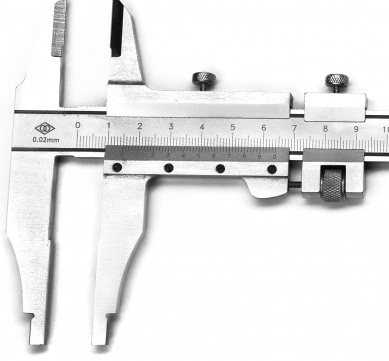
Точность результатов зависит от правильности позиционирования губок относительно детали. Например, при определении диаметра цилиндра штанга должна пересекаться или скрещиваться с его продольной осью под прямым углом, а при измерении длины – располагаться параллельно. В штангенциркулях типа ШЦ-2 и ШЦ-3 есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом (рис.3). Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге, а положение основной регулируют вращением микрометрического винта.

Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.