Зенкерование, развертывание и растачивание оверстий.
Главная Избранные Случайная статья Познавательные Новые добавления Обратная связь FAQ
⇐ ПредыдущаяСтр 6 из 6
Зенкерование
производится для обработки: отверстий в заготовках, полученных отливкой, штамповкой или предварительно просверленных; цилиндрических и конических углублений (под головки винтов, заклепок и т. п.); фасок. В связи с более благоприятными условиями резания, большей жесткостью и стойкостью режущего инструмента зенкерованием получают отверстия с точностью до 10-го квалитета и шероховатостью Rz2,5.
Зенкеры
отличаются от спиральных сверл тем, что имеют не две, а три или четыре режущие кромки, расположенные на заборном конусе, и не имеют перемычки (рис. 29). Зенкер, подобно сверлу, закрепляют в коническом отверстии пиноли задней бабки и подают к заготовке вручную, вращая маховичок задней бабки. Припуск под зенкерование составляет 0,5—2 мм на сторону в зависимости от диаметра отверстия.
Подача при работе зенкерами из быстрорежущей стали составляет 0,3—1,2 мм/об, твердосплавными зенкерами — 0,4—1,5 мм/об; скорость резания соответственно 20—30 и 60—180 м/мин.
Рис. 29. Зенкеры: а
— устройство;б — четырехперый цельный быстрорежущий;в — твердосплавный;г — насадной быстрорежущий;д — насадной твердосплавный;е — насадной со вставными ножами.
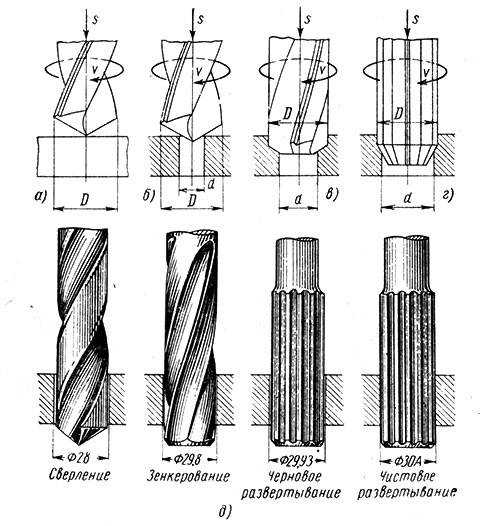
Развертывание
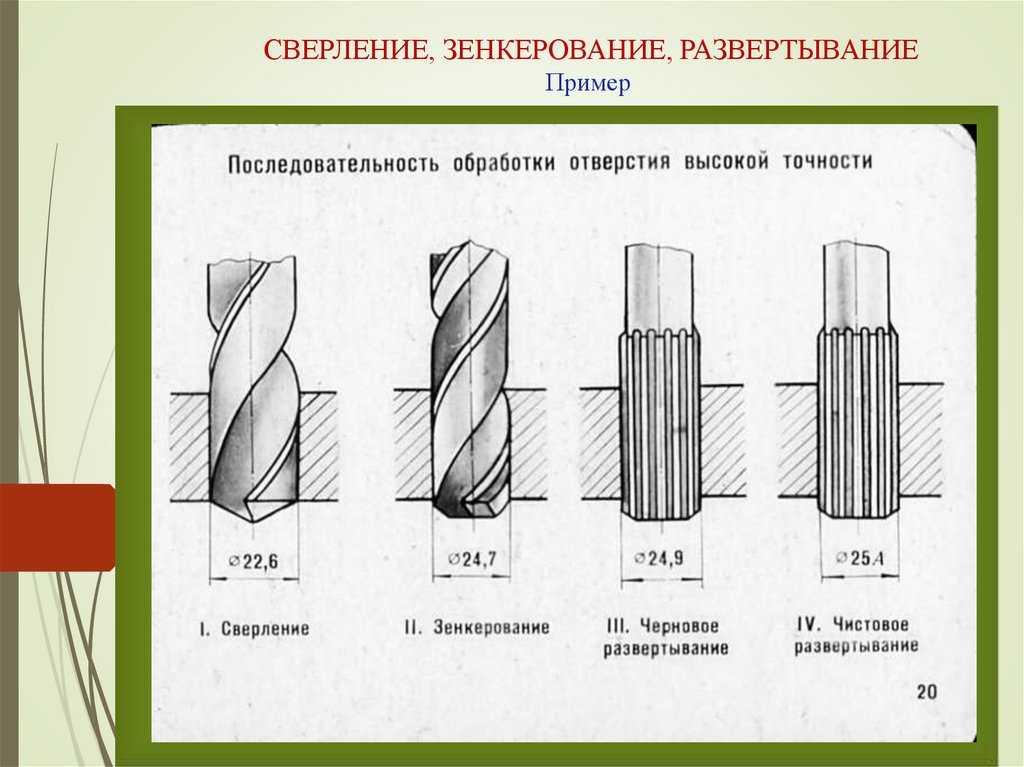
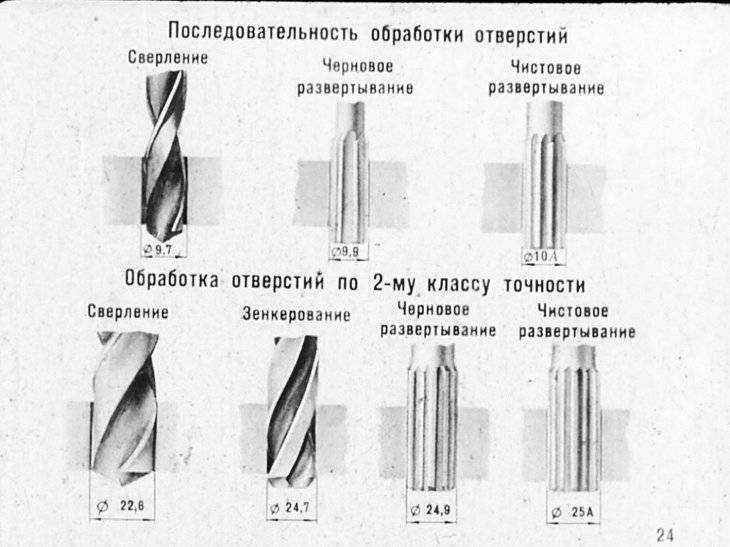
— это точная чистовая обработка отверстий. Развертывание обеспечивает получение отверстий с точностью до 7-го квалитета и шероховатостью Ra0,25, а обработка по- следовательно двумя развертками позволяет получить шероховатость поверхностиRa0,08. Развертыванием нельзя устранить биение или перекос отверстия, если они остались после предыдущей обработки.
Операция развертывания выполняется многолезвийным инструментом — разверткой. Различают развертки: ручные и машинные (рис.30), хвостовые и насадные, цельные и сборные(со вставными ножами). Применяют также регулируемые (установочные) развертки, размер которых можно изменять в небольших пределах.
Развертка состоит из рабочей части, шейки и хвостовика. Хвостовик машинных разверток -конический (конус Морзе), ручных — цилиндрический с квадратом под вороток.
Перед развертыванием отверстие и инструмент очищают от грязи, стружки и протирают. Если хвостовик развертки закреплен непосредственно в пиноли задней бабки, то даже незначительная несоосность хвостовика и рабочей части развертки, перекос пиноли или загрязнение посадочного конуса вызовут неравномерное срезание припуска: отверстие будет иметь больший диаметр у торцов и меньший — в середине детали.
Припуск на развертывание зависит от диаметра отверстия и от обрабатываемого мате- риала (0,08—0,20 мм на сторону).
Подача при развертывании принимается в 2—3 раза большей, чем при сверлении отверстия того же диаметра, а скорость резания в 2— 3 раза меньше. Значение подачи не влияет на шероховатость обработанного отверстия, так как она за- висит только от состояния кромки на калибрующей части инструмента. Низкая скорость резания при развертывании объясняется тем, что на режущей кромке не образуется нарост (налипание металла).
Развертывание производится с применением СОЖ (минеральное масло при обработке стали, керосин при обработке чугуна).
Рис.30. Машинные развертки: а —
хвостовая регулируемая со вставными ножами;б — хвостовая твердосплавная;в — насадная твердосплавная.
Растачивание
производится в целях увеличения диаметра, а также для обеспечения высокой точности и качества поверхности отверстий, полученных сверлением либо образованных в литых или штампованных заготовках. Растачивание обеспечивает получение отверстий с точностью до 7-го квалитета шероховатостью Rz2,5. Растачиванием можно исправить положение оси отверстия.
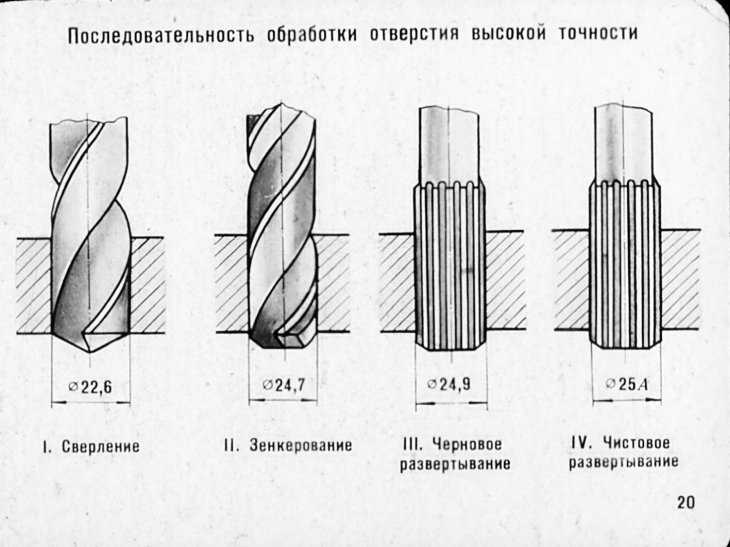
Рис.31 Технологический процесс обработки отверстия диаметром 50H8
При повышенных требованиях к точности отверстие после предварительного сверления рассверливают, а затем растачивают (рис.31). Растачивание является наиболее универсальным способом обработки отверстий большого диаметра.
Глубину растачиваемого отверстия измеряют линейкой, штангенглубомером, проверяют шаблоном или с помощью лимба продольной подачи. Диаметр контролируют штангенциркулем, с помощью лимба поперечной подачи и другими способами. Внутренние торцы и уступы подрезают расточным упорным резцом при поперечной подаче к оси заготовки. Рассмотрим изученные операции обработки металлов на токарном станке на примере технологического процесса изготовления втулки (см. рис.32).
Рис.32 Схема технологического процесса изготовления втулки из прутка в единичном производстве.
⇐ Предыдущая6
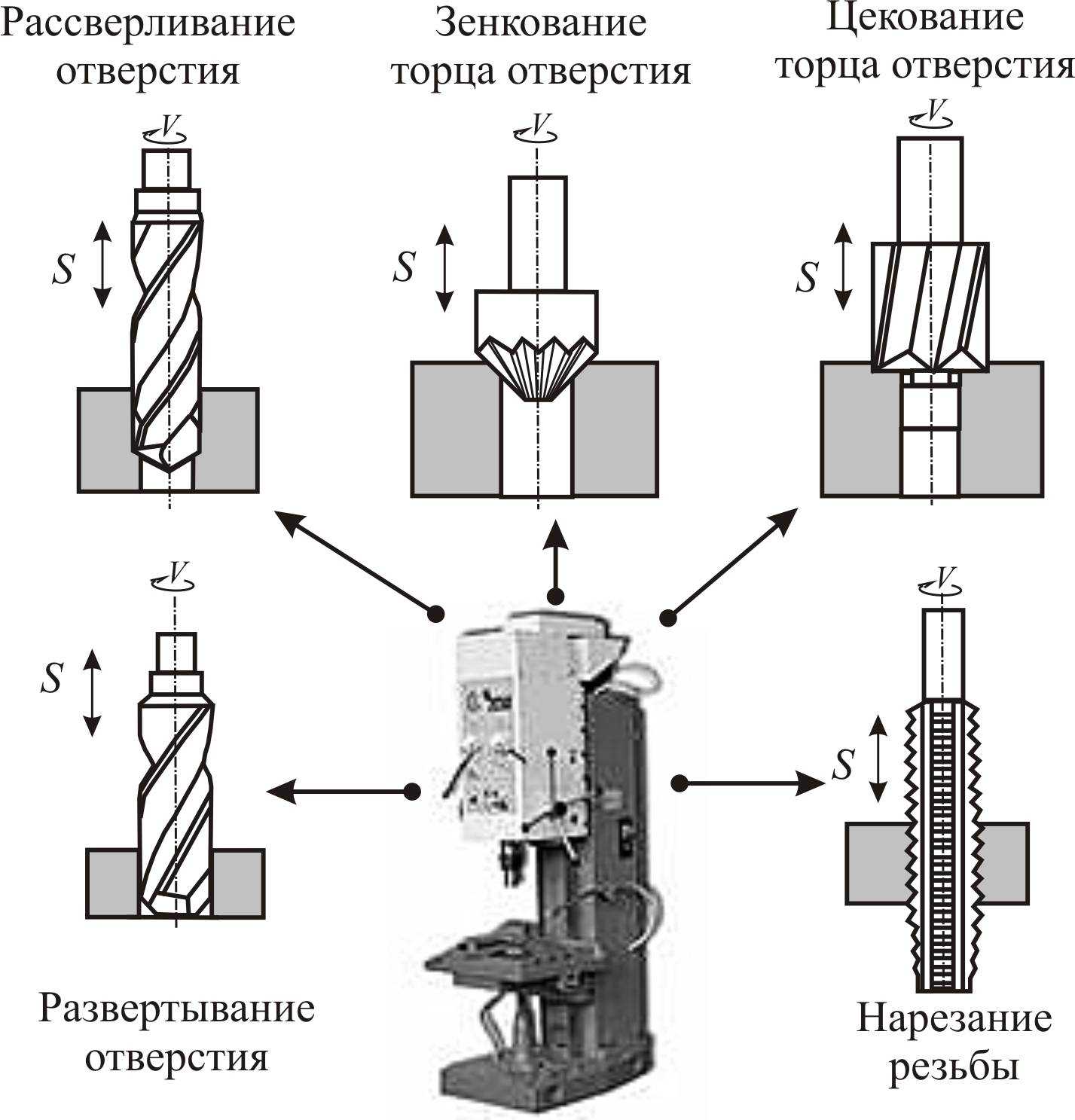
Рассверливание
Рассверливание отверстия является подвидом обычного сверления. По своей сути – это расширение размера отверстия, проделанного ранее. Рассверливание отверстий также делают сверлами.
Во время литья образуется окалина. При ковке и штамповке в различных местах металлической заготовки возникает неоднородное внутреннее напряжение. Это приводит к тому, что во время обработки сверло подвергается постоянно меняющимся нагрузкам. А это способно вызвать смещение оси сверла или и вовсе его поломку.
Если обрабатывать отверстия подобным методом (сверление и рассверливание), то можно добиться X квалитета (измерение точности). Шероховатость после сверления у стенок отверстия возможна в рамках показателя не более Rz 80.
Как зенкеровать металл правильно
Если мастер-любитель может взять для зенкерования сверло и дрель, то в условиях промышленности для этого могут использовать следующее станки:
- сверлильные;
- токарные;
- расточные;
- фрезерные;
- агрегатные.
Процесс зенкерования проходит в строгом соответствии с технологией, общие моменты в которой можно описать в виде следующих рекомендаций:
- В литых деталях с неравномерным запасом на последующую металлообработку необходимо расточить отверстие на глубину 5–10 мм для правильного направления движения режущего инструмента.
- Для операции зенкерования отверстий оставляется припуск 1–3 мм в зависимости от итогового диаметра.
- Зенкерование стальных изделий не обходится без охлаждения специальными масляными растворами. При работе с чугуном, а также цветметом оно не является обязательным.
- Оптимальный вариант зенкера и режим работы подбирают с учётом необходимого диаметра отверстия, точности обработки, её глубины, металла детали и опций производственного станка.
- Крепление режущего инструмента должно стыковаться с тем слотом, что есть на рабочей станции.
- В случае, когда предполагается чистовая обработка развёрткой, то при зенкеровании часть припуска, от 0,15 до 0,3 мм оставляют для дальнейшей работы.
- Для обработки изделий из закалённых и легированных сталей используют зенкеры с твердосплавными вставками диаметром 14-50 мм и 3-4 зубчиками.
- При обработке цветных металлов и сплавов железа с высоким содержанием углерода в дело идут перовые зенкеры.
- Инструментом из быстрорежущей стали обрабатывают изделия из обычной конструкционной стали. При отверстиях более 40 мм оснастку дополняют насадками с диаметром 32–80 мм.
Несоответствие процесса установленной технологии часто выступает причиной брака. При большом износе инструмента получившееся отверстие будет меньше, чем по проекту. Когда мастер завысил подачу, или на зубья зенкера налипли отходы, чистота обработки может не удовлетворять качеству. Другие дефекты: часть поверхности не обработана, полученный диаметр больше требуемого, являются следствием неправильного выбора зенкера или его неправильной установки.
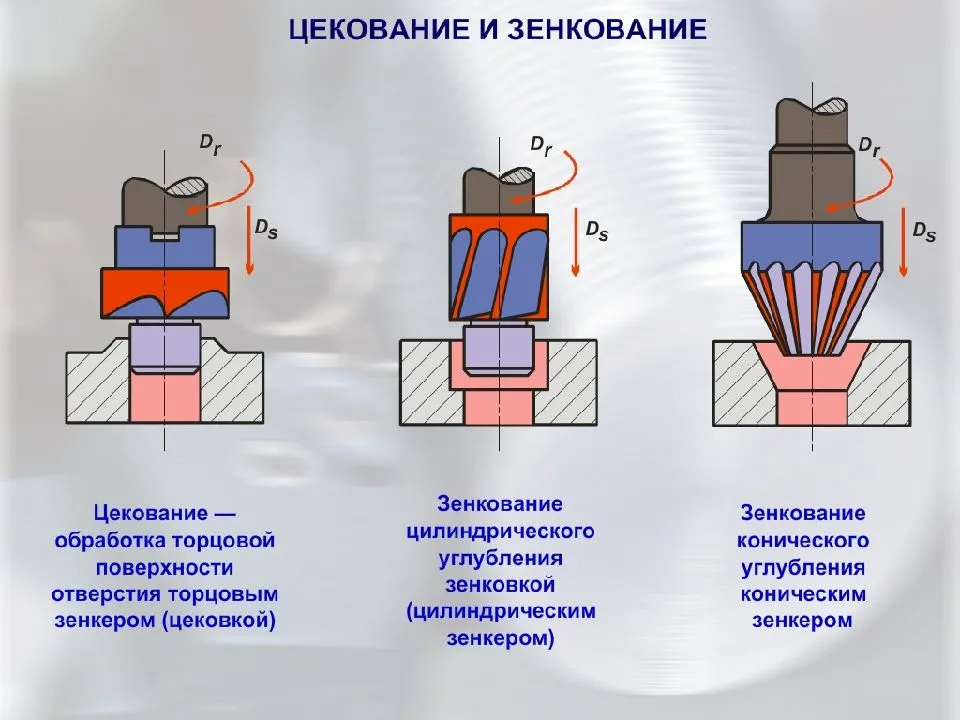
Оборудование для зенкования

В принципе, не только для этой операции, но и для обеих, которые фигурируют в обзоре, подходит и обычный ручной прибор. То есть, дрель, а некоторые даже используют шуруповерт. Разумеется, поступать подобным образом строго не рекомендуется. Даже если мощности для успешного завершения в принципе хватит, то явно будет серьезная потеря в точности. Какой бы эксперт ни взялся за такое мероприятия, он не сможет 100% точно выверить центр и ось, просто удерживая прибор руками. Значит, отклонения неминуемы.
Логичным вариантом будет токарный станок. Он используется почти во всех случаях. Иногда заменяется специальным обрабатывающим центром, многофункциональным оборудованием. Суть от этого не изменяется.

Сам инструмент, который необходим – зенковка. Он состоит из двух составных частей. Первая – это резец. От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.
Производится инструментарий из твердых сплавов углеродистой, а также легированной стали. Ведь кромке придется работать с различным ресурсом. И среди материалов, в которых необходимо сделать углубление часто встречаются весьма твердые, как чугун. Соответственно, если резцы будут не выше по уровню твердости, то на серьезных оборотах они могут просто обломаться или сточиться раньше срока. Что приведет к экономическим расходам на предприятии.
Зенкерование
![]()
Названием «зенкерование» именовали механическую обработку резанием проделанных ранее отверстий. Его основной целью является придание отверстию нужной формы и избавление от различных дефектов, а также увеличение точности (вплоть до VIII квалитета), уменьшение показателя шероховатости (Ra 1,25 и менее).
Если отверстие не особо большое, то подобную обработку делают на обычном настольном станке, а если нужно обработать отверстие побольше, то это проще сделать на спецоборудовании на фундаменте.
Отдельно отметим, что про ручное оборудование использовать нет смысла. С ним попросту невозможно добиться нужных показателей.
У «зенкерования» есть 2 подвида, такие как зенкование и цекование.
Во время зенкерования отверстий нужно придерживаться ряда правил:
- Сверление зенкерование производятся во время одного подхода. Зенкерование нужно производить после окончания сверлильных работ, не вынимая детали из станочных креплений. По сути, в ходе одного «подхода» производят обработку детали двумя инструментами.
- Во время зенкерования отверстий, не подвергавшихся обработке, в деталях корпусов нужно надежно и прочно фиксировать деталь.
- При выборе размера припуска обязательно нужно делать это согласно специальным таблицам.
- Зенкерование нужно делать в том же режиме работы станка, как и сверление перед ним.
- Правила охраны труда соблюдать нужно аналогичные тем, что используются при сверлильной обработке.
Конструкция
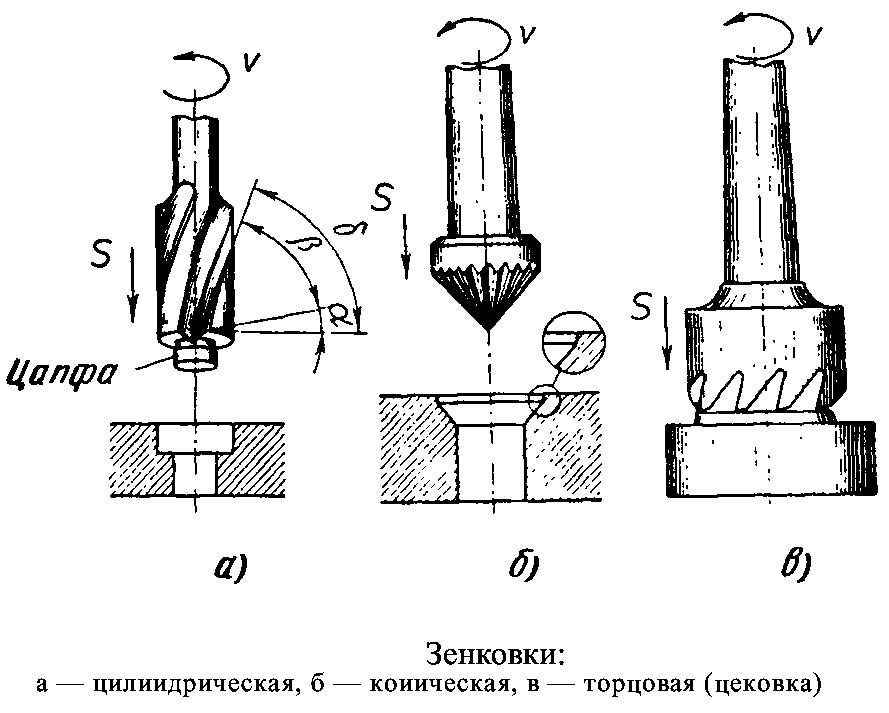
Зенковка коническая состоит из двух основных элементов — рабочей части и хвостовика. Рабочая часть имеет конус со стандартным рядом углов на вершине от 60 до 120°. Количество режущих лезвий зависит от диаметра инструмента и может быть от 6 до 12 штук.

Цилиндрическая зенковка по своей конструкции похожа на сверло, но имеет больше режущих элементов. На торце расположена направляющая цапфа необходимая для фиксации положения инструмента в процессе обработки. Ограничитель может быть съёмным или быть часть тела инструмента. Первый вариант более практичен, так как расширяет возможности обработки. Также может быть установлена режущая насадка.

При необходимости рассверливания нескольких отверстий на равную глубину применяется инструмент с державками с вращающимся или неподвижным ограничителем. Перед обработкой зенковка фиксируется в державке таким образом, чтобы режущая часть выступала из упора на расстояние равное требуемой глубине обработки отверстий.
Это интересно: Нержавеющая сталь магнитится или нет: как определить нержавеющую сталь
Инструмент изготавливается из инструментальных легированных, углеродистых, быстрорежущих и твердосплавных марок стали. Для обработки чугунных деталей чаще всего используются твердосплавные стали, для обычных сталей – быстрорежущие и инструментальные.
Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 – 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер. Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении.
Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.

Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней.
Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов.
Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя. Самыми распространенными пороками обработки считаются:
Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой.
Уменьшенный поперечник углубления. Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
Вызывающая чистота. Этот изъян может быть вызван рядом причин
Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия
Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза.
Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.
Виды и применение зенковок
При обработке деталей на сверлильных и токарных станках зенковка по металлу применяется для:
- Формирование в предварительно подготовленных отверстиях углублений конической или цилиндрической формы требуемой длины.
- Формирование опорных плоскостей возле отверстий.
- Съём фаски в отверстиях.
- Обработка отверстий под крепеж.
Часто можно встретить и термин «цековка», так называют инструмент, предназначенный для рассверливания углублений цилиндрической формы и опорных плоскостей.
По конфигурации режущей части встречаются следующие виды зенковок:
- Цилиндрической конфигурации.
- Конические зенковки.
- Торцовые инструменты.
По диаметру обрабатываемых отверстий зенковки подразделяются на:
- Простые (от 0,5 до 1,5 мм).
- Для отверстий диаметром от 0,5 до 6 мм. Выпускаются с предохранительным или без предохранительного конуса.
- Зенковки с конусным хвостовиком. Применяются для отверстий диаметром от 8 до 12 мм.
Цилиндрическая
Операция такого вида зачастую применяется практически в любом типе производства. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Плоские и торцевые
Такой способ иногда называют цековкой. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
По сути, цековка и зенковка – отличие небольшое. Просто это более узкая деятельность, который имеет такое название только при плоской или торцевой зачистке.
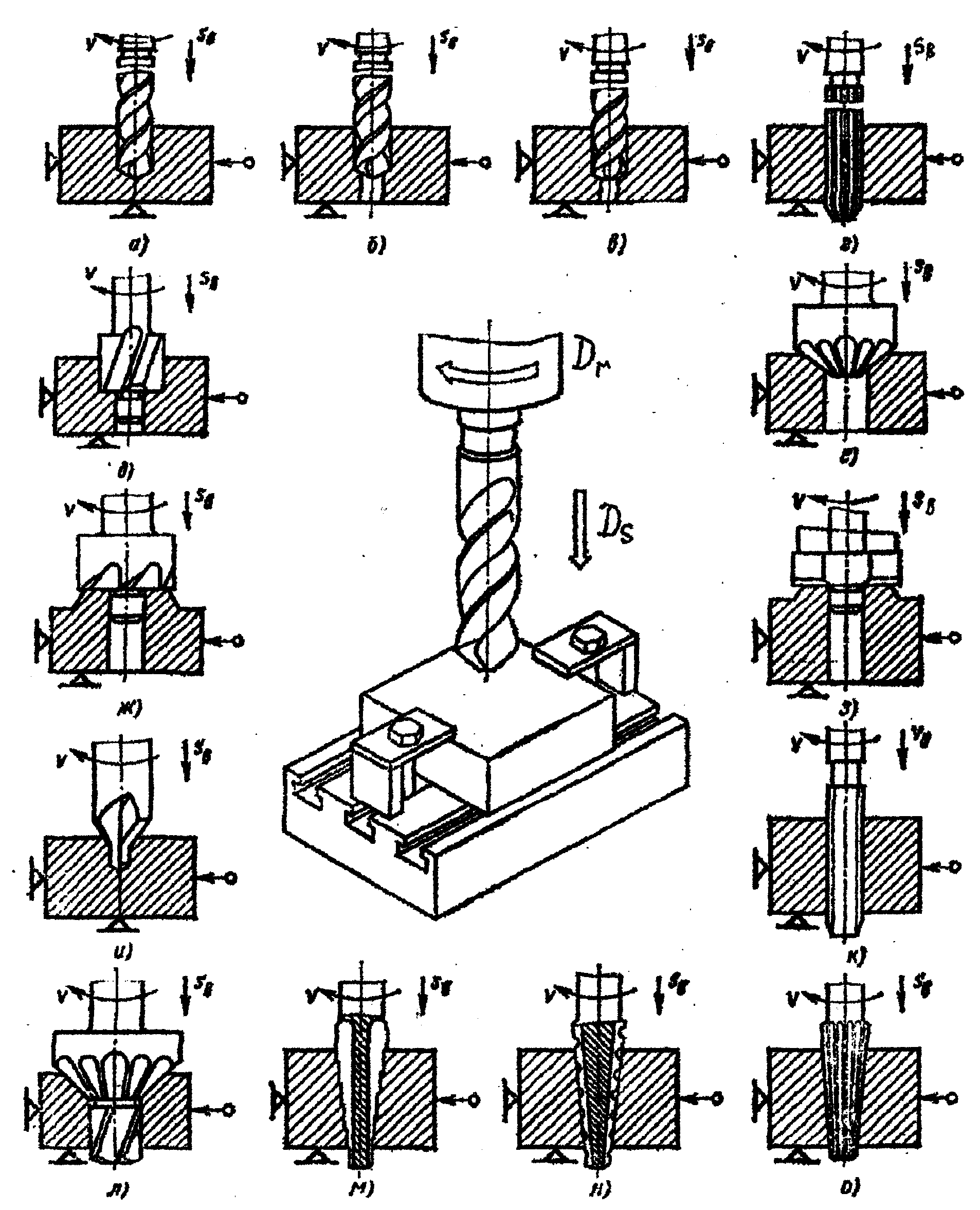
Виды отверстий и способы их обработки
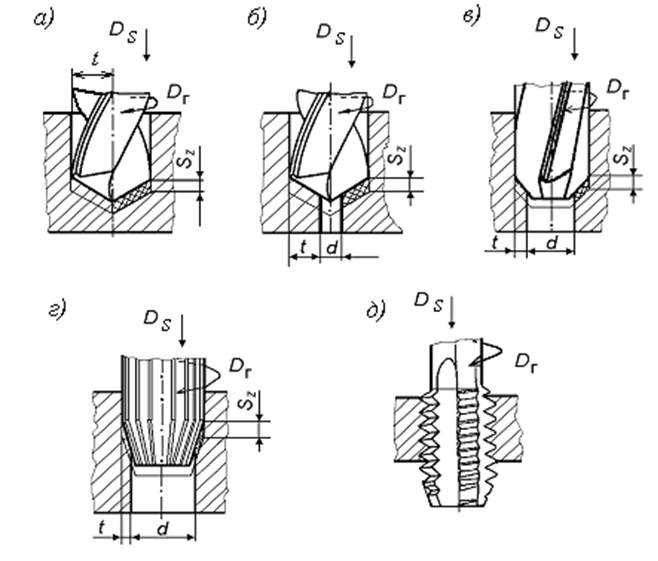
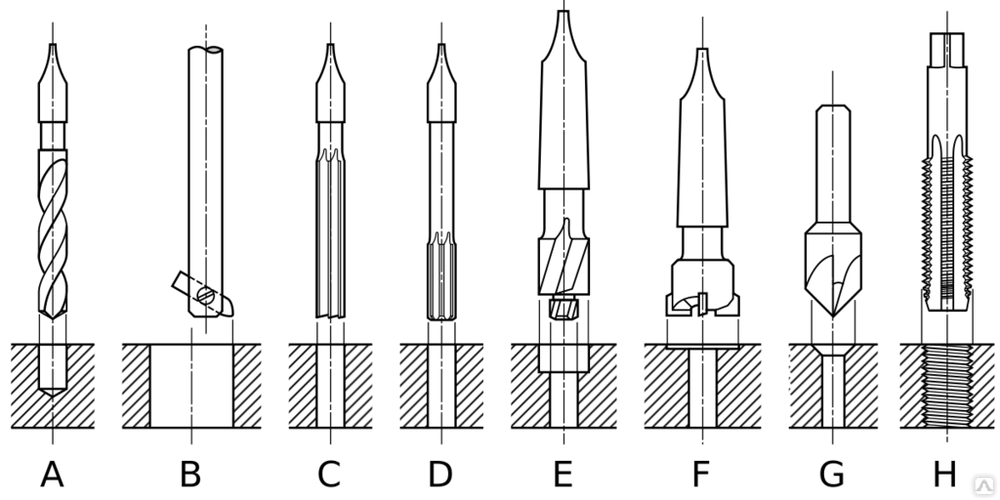
Отверстия в деталях приборов бывают цилиндрические (Рис. 64 а, в, г), ступенчатые (Рис. 64 б, д), конические и фасонные (Рис. 64, е). Цилиндрические отверстия бывают гладкими (Рис. 64, а) и с канавкой (Рис. 64, в).
Под ступенчатыми подразумевают отверстия разных диаметров, расположенные на одной оси последовательно одно за другим.
Отверстия могут быть открытыми с двух сторон или с одной стороны – последние называются глухими (Рис. 64 г, д).
В деталях приборов чаще всего встречаются отверстия цилиндрические.
Обработка отверстий — одна из сложных и трудоемких технологических операций. Получить отверстие необходимой точности труднее, чем наружные поверхности тел вращения. Поэтому допуски отверстий шестого и седьмого квалитетов больше, чем допуски на наружные цилиндрические поверхности тех же размеров и квалитетов.
Обрабатывать отверстия можно снятием и без снятия стружки. Снимать стружку можно лезвийным и абразивным инструментом или абразивным порошком.
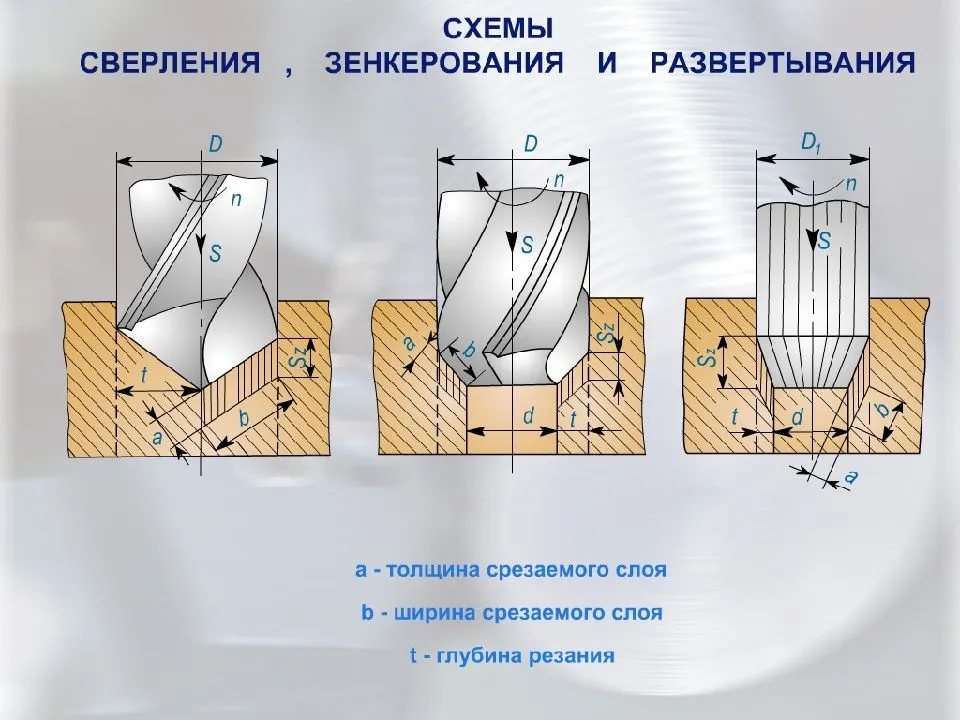
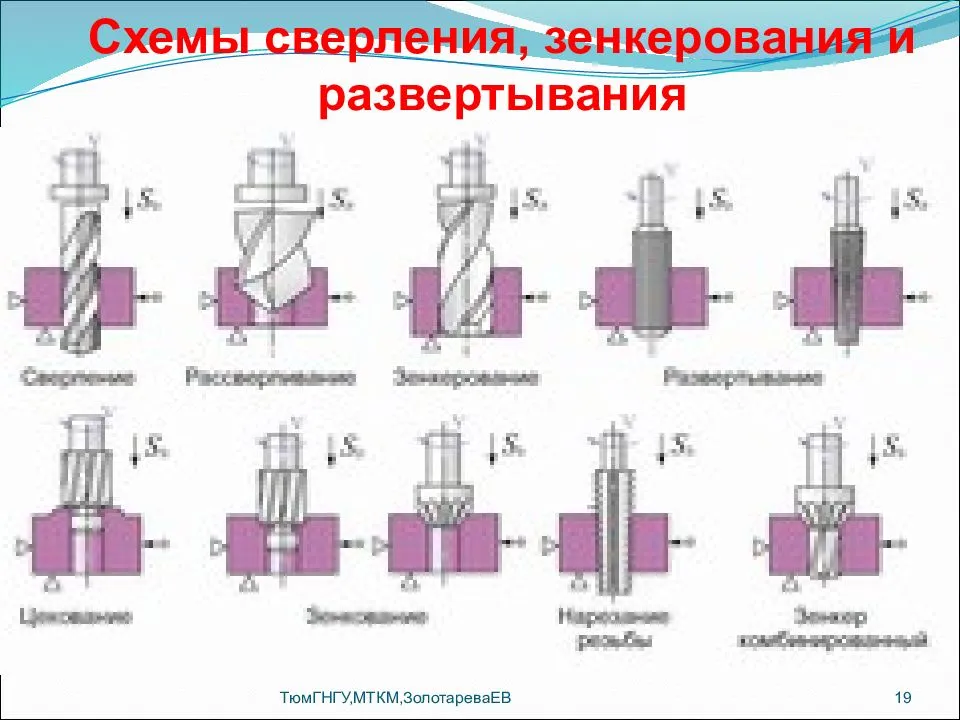
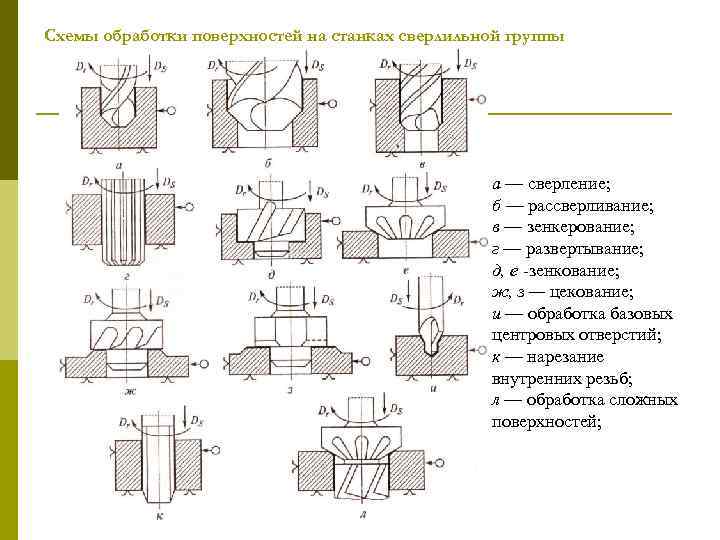
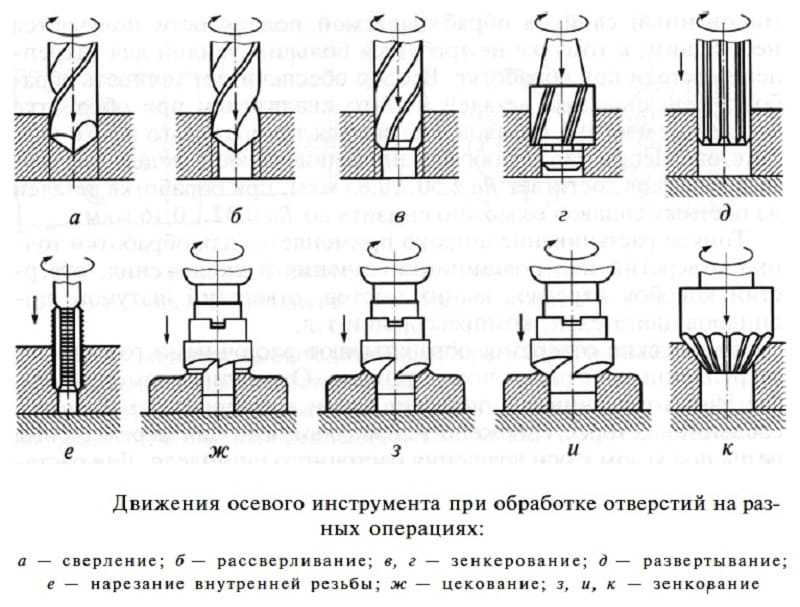
В зависимости от требуемых точности размера и шероховатости поверхности отверстия лезвийным инструментом можно выполнять сверление, зенкерование, развертывание, растачивание и протягивание;
Абразивным инструментом осуществляют шлифование, хонингование, суперфиниширование; абразивным порошком — доводку.
Обработка отверстий без снятия стружки производится калиброванием при помощи выглаживающих прошивок и шариков, а также раскатыванием.
Неточные отверстия (H12-H13 квалитетов) обрабатывают за одну операцию путем сверления или чернового растачивания. При образовании точных отверстий (H7-H8 квалитетов) обработка делится на черновую, чистовую и отделочную.



При черновой обработке удаляется основная величина припуска и обеспечивается точность относительного положения оси отверстия.
Чистовая обработка обеспечивает точность размеров, геометрической формы и относительного положения отверстия, а также точность положения и прямолинейность его оси.
Для повышения точности отверстия и уменьшения шероховатости поверхности применяют отделочную операцию.
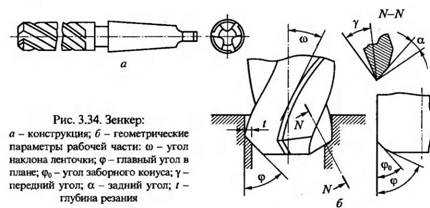
Зенкеры
Зенкеры (рис. 3.34, а) предназначены для обработки отверстий в заготовках, полученных отливкой, штамповкой или предварительным сверлением. В отличие от сверла зенкер имеет большее число режущих кромок (три или четыре), что обеспечивает получение поверхностей с более высокими показателями точности и шероховатости.По конструкции зенкеры бывают насадные и цельные и могут иметь различное направление угла спирали (правое, левое, прямое). Зенкеры изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава марок ВК6, ВК8, BKbM, ВК8В, Т5К10, Т15К6. Пластины из твердого сплава закрепляются в зенкере при помощи пайки или клинового крепление, что позволяет многократно использовать корпус зенкера. Рабочая часть зенкеров, изготовленных из быстрорежущей стали, имеет обратную конусность (по направлению к хвостовику) порядка 0,05… 0,1 на 100 мм длины рабочей части и соединяется с хвостовиком так же, как и у сверл, шейкой. Цельные зенкеры закрепляются непосредственно в коническом отверстии шпинделя станка, а насадные устанавливаются на специальную оправку, также имеющую конический хвостовик для установки в шпинделе станка.
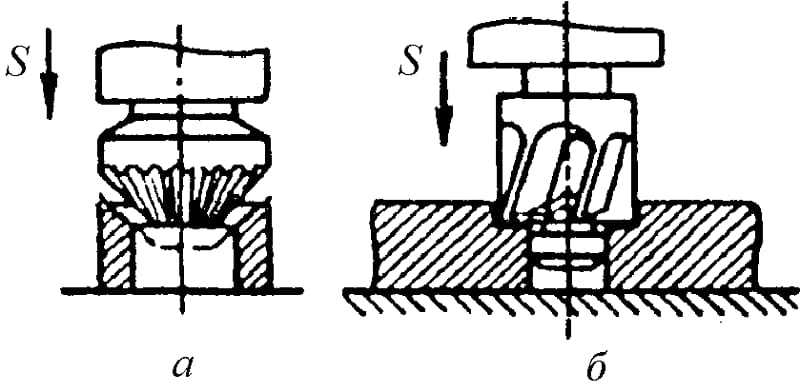
В качестве режущей части насадных зенкеров используются многогранные твердосплавные пластины. Крепление таких пластин в корпусе насадного зенкера осуществляют механическим путем (рис. 3.35). Режущие пластины 1 закрепляются в корпусе 2 при помощи тяги 3, что позволяет производить замену пластин непосредственно на станке. Для этого достаточно сместить тягу 3, повернуть пластину следующей гранью или заменить ее на новую, снова закрепить тягу и продолжать работу. Возможность оснащения таких зенкеров пластинами из различных инструментальных материалов позволяет существенно расширить технологические возможности и производительность при зенкеровании.
Геометрические параметры режущей части зенкеров (см. рис. 3.34, б) выбираются в зависимости от условий обработки: главный угол в плане ф = 30… 60 передний угол у = 3… 30 ° для зенкеров из быстрорежущей стали,для зенкеров, оснащенных пластинами твердого сплава, этот угол составляет от 5 до -5°; задний угол а на главных режущих кромках составляет 8… 15 Выбор конструкции зенкера и материала рабочей части в значительной степени зависит от обрабатываемого материала и параметров обрабатываемого отверстия:
• зенкеры из быстрорежущей стали, имеющие три-четыре зуба и диаметр от 10 до 40 мм, применяются для обработки отверстий в заготовках из конструкционной стали;
• зенкеры, оснащенные пластинами из твердого сплава, имеющие три-четыре зуба и номинальный диаметр от 14 до 50 мм, используются при обработке отверстий в заготовках из труднообрабатываемых и закаленных сталей;
• зенкеры с насадными головками из быстрорежущей стали номинальным диаметром от 32 до 80 мм предназначены для обработки отверстий в заготовках из конструкционной стали;
• перовые зенкеры служат для обработки глухих отверстий в заготовках из чугуна и цветных металлов;
• для обработки глухих отверстий диаметром от 15 до 25 мм применяется специальный зенкер, у которого в корпусе выполнено специальное отверстие для подачи СОЖ в зону резания (рис. 3.36).
Изнашивание зенкеров (рис. 3.37) происходит по задним поверхностям, где образуются площадки с задним углом, равным нулю, и шириной h3; по передним поверхностям с образованием лунки; по ленточке с образованием поперечных проточин на длине Лл; по уголкам с образованием конических или цилиндрических участков hy. В качестве критерия износа зенкеров при обработке заготовок из стали принят износ зенкера по уголкам, равный 1,2… 1,5 мм, а при обработке заготовок из чугуна — 0,8… 1,5 мм. Затачивание и перетачивание изношенных зенкеров осуществляется, как правило, на специальном оборудовании в заточных цехах.
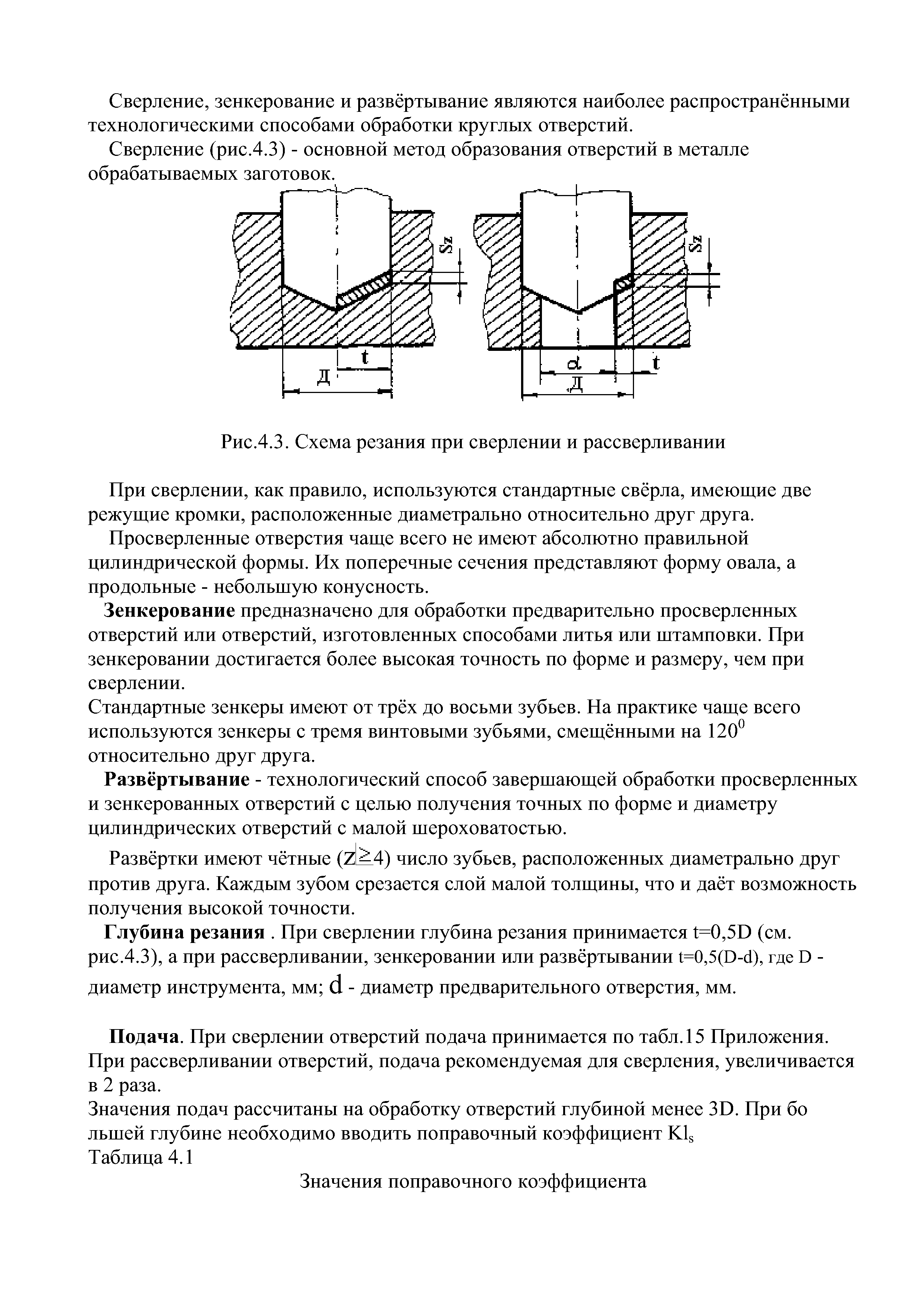
Сверление

Как несложно догадаться, перед обработкой отверстия его нужно чем-то сделать. Так вот, самый распространенный и часто встречающийся метод проделывания отверстий — сверление.
Сверление — это разновидность механической обработки с целью образования отверстий, выполняемый сверлом. Данный процесс бывает «ручным» (как несложно догадаться, его делают ручными инструментами), а также «машинным» (выполняется на специальных станках).
Обычно, чтобы проделать менее, чем двенадцати миллиметровое отверстие в не особо твердых материалах (таких, как стали конструкционного типа, цветмет и сплавы из него, а также полимерные сплавы), используют ручные сверлильные приспособления.
А чтобы проделать отверстия крупнее 12 миллиметров или улучшить производительность в случае массового производства, процесс сверления происходит на сверлильном стационарном или настольном оборудовании (станках). Первые бывают вертикальными или радиально-сверлильными.
Что представляет собой зенкер?

Это режущий инструмент, конструкция которого формируется функциональной обрабатывающей частью и хвостовиком-державкой. Внешне некоторые виды зенкера напоминают сверла, но они гораздо прочнее. И еще более важная разница заключается в наличии как минимум трех режущих кромок, обеспечивающих более эффективный съем лишней массы металла. Кстати, этим отличается и развертывание отверстий, для которого иногда требуется интенсивная ликвидация стружки с целью достижения более точной формы заготовки. Но у зенкера несколько режущих кромок также выступают в некотором роде стабилизатором инструмента. Этот аспект гарантирует обеспечение равномерности обработки кромок, что сказывается на точности выполнения операции. Впрочем, качество результата будет зависеть и от того, насколько правильно был выбран тип инструмента.
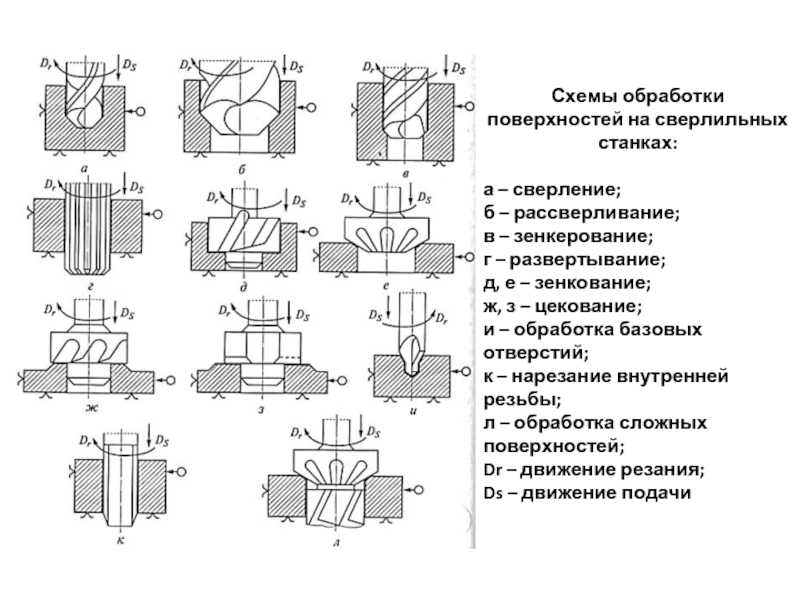
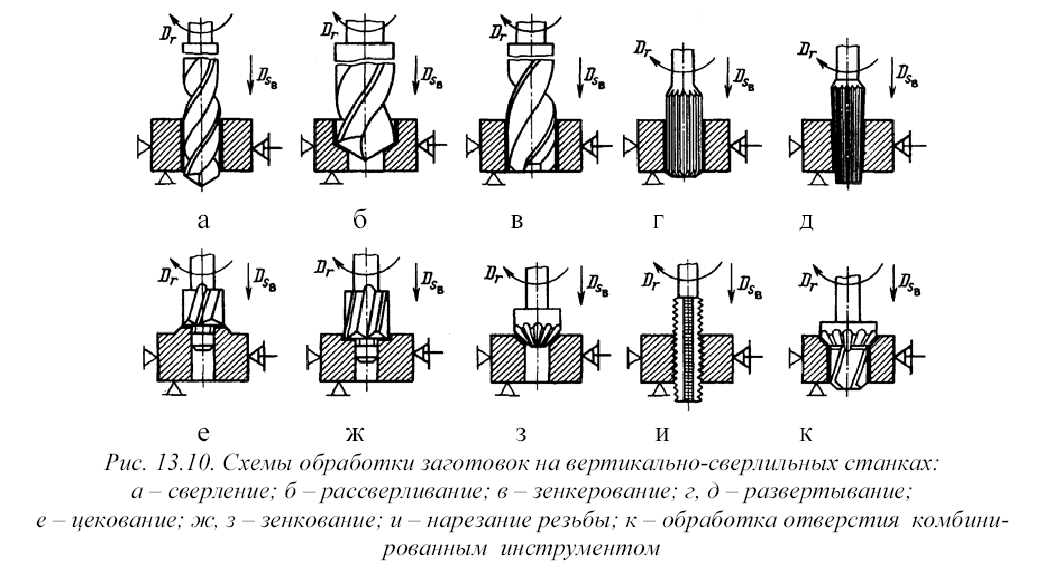
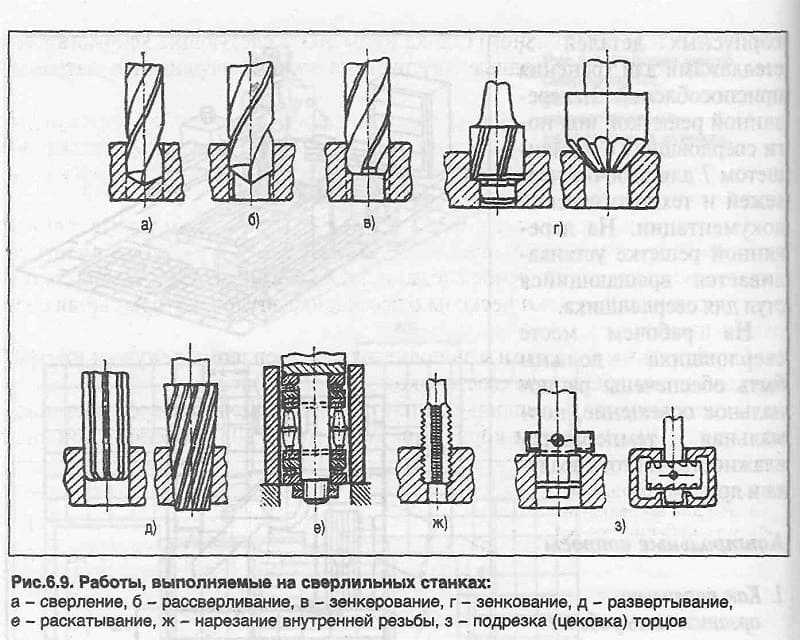
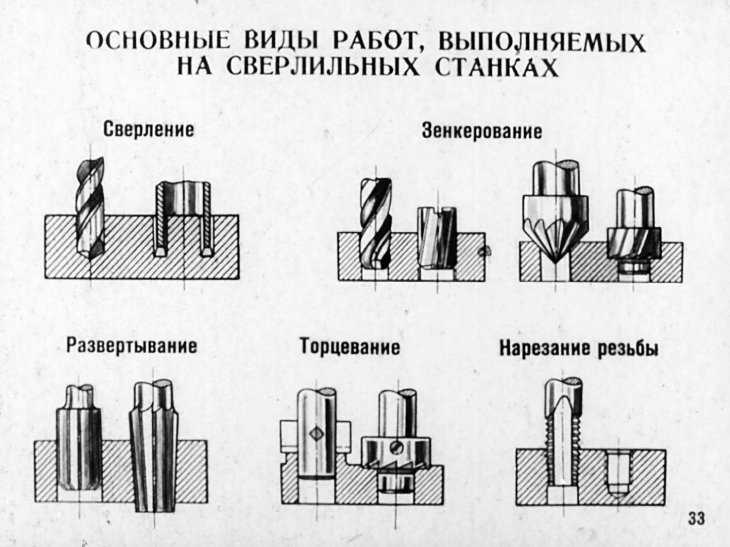
«Сверление, зенкование, зенкерование и развертывание отверстий»
В работе слесаря по изготовлению, ремонту или сборке деталей механизмов и машин часто возникает необходимость получения в этих деталях самых различных отверстий. Для этого производят операции сверления, зенкования, зенкерования и развертывания отверстий.
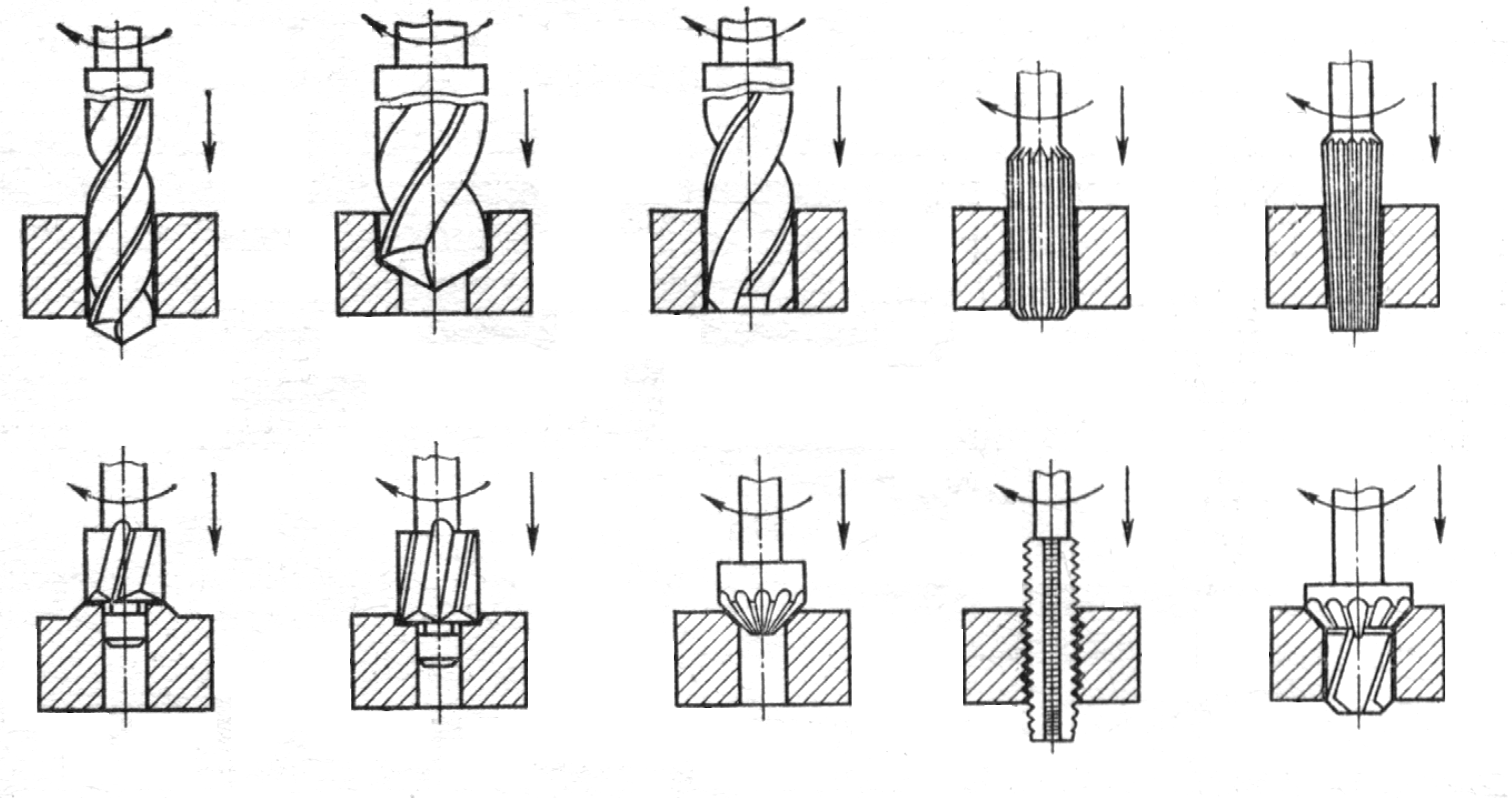
Сущность данных операций заключается в том, что процесс резания (снятия слоя материала) осуществляется вращательным и поступательным движениями режущего инструмента (сверла, зенкера и т. д.) относительно своей оси. Эти движения создаются с помощью ручных (коловорот, дрель) или механизированных (электрическая дрель) приспособлений, а также станков (сверлильных, токарных и т.д.).
Сверление — это один из видов получения и обработки отверстий резанием с помощью специального инструмента — сверла.
Как и любой другой режущий инструмент, сверло работает по принципу клина. По конструкции и назначению сверла делятся на перовые, спиральные, центровочные и др. В современном производстве применяются преимущественно спиральные сверла и реже специальные виды сверл.
![]()
На направляющей части расположены 2 винтовые канавки, по которым отводится стружка в процессе сверления. Направление винтовых канавок обычно правое. Левые сверла применяются очень редко. Узкие полосочки на цилиндрической части сверла называются ленточками. Они служат для уменьшения трения сверла о стенки отверстия (сверла диаметром 0,25–0,5 мм выполняются без ленточек).
Режущую частьсверла образуют 2 кромки, расположенные под определенным углом друг к другу (угол при вершине). Величина угла зависит от свойств обрабатываемого материала. Для стали и чугуна средней твердости он составляет 116–118°.
Хвостовикслужит для закрепления сверла в шпинделе станка или сверлильном патроне и может быть конической или цилиндрической формы. Конический хвостовик имеет на конце лапку, которая служит упором при выталкивании сверла из гнезда.
Шейкасверла соединяет рабочую часть и хвостовик и служит для выхода абразивного круга в процессе шлифования сверла при его изготовлении. На шейке обычно проставляется марка сверла.
Изготавливаются сверла преимущественно из быстрорежущей стали или твердых спеченных сплавов марок ВК6, ВК8 и Т15К6. Из таких сплавов делается только рабочая (режущая) часть инструмента.
Обработка цилиндрических отверстий
Во многих деталях машин важным элементом являются отверстия. Через отверстия соединяют детали винтами или болтами. Отверстия служат для установки подшипников, подвода смазки или охлаждающей жидкости. Рабочими полостями двигателей, компрессоров являются также отверстия и т. д.
Отверстия делятся на сквозные (обрабатываемые на проход) и глухие (обрабатываемые на определенную глубину). По форме они бывают гладкие, ступенчатые, с канавками. Отверстия, длина которых превышает 5 диаметров, называют глубокими.
Для создания определенного характера соединения с валом отверстия выполняются с определенной точностью по размерам, форме, расположению и шероховатости согласно техническим требованиям рабочего чертежа.
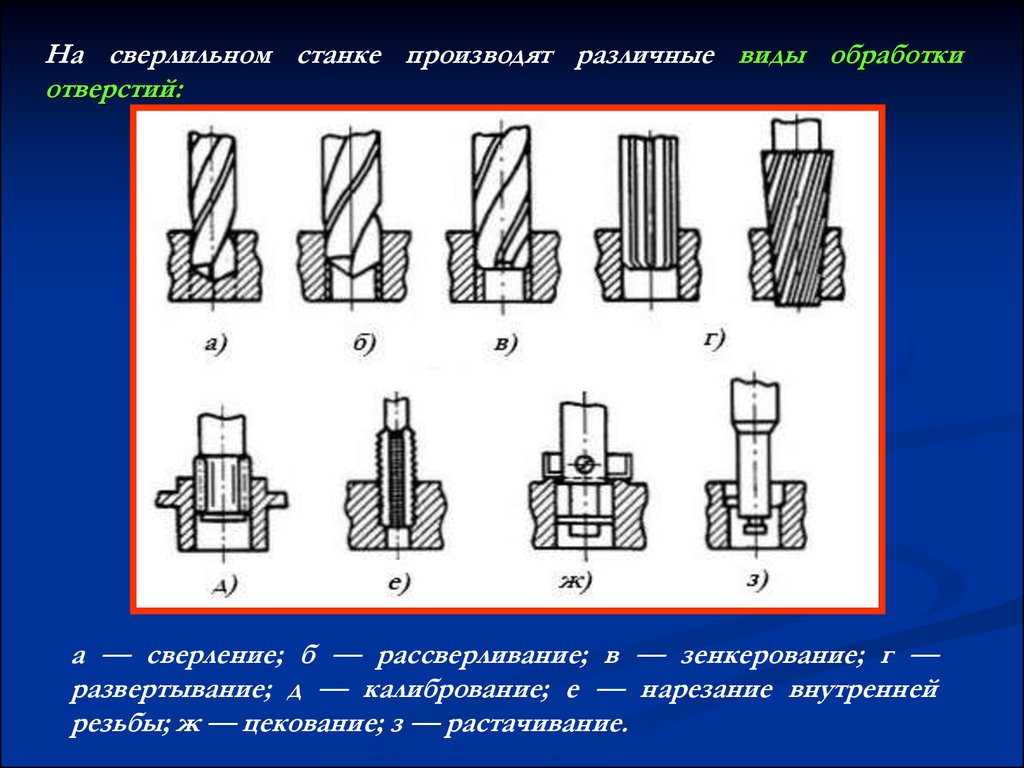
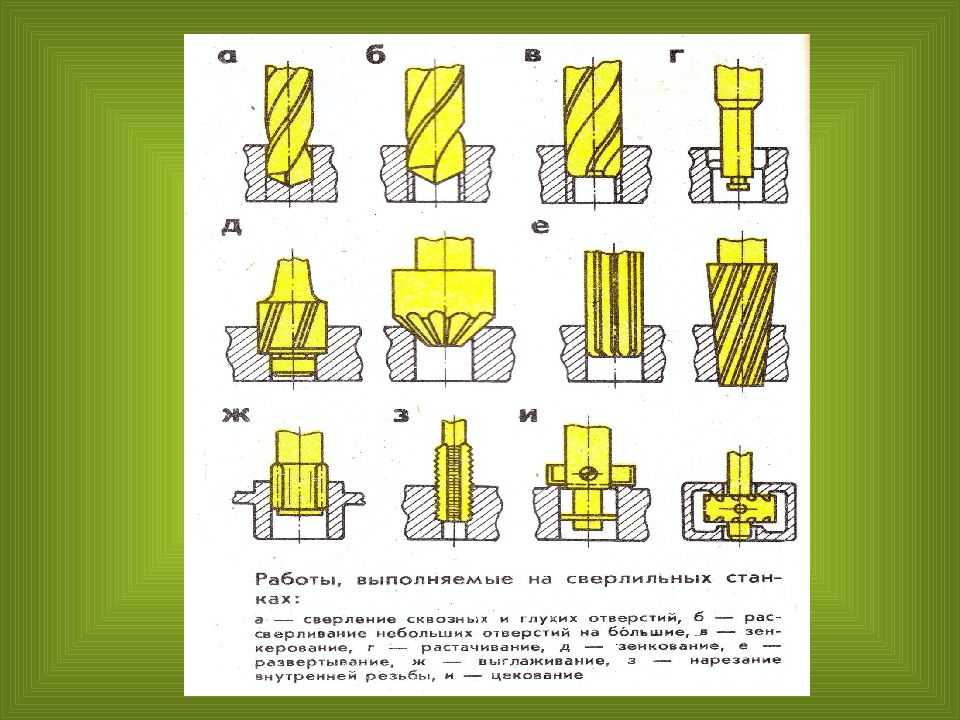
Обработка цилиндрических отверстий производится на токарных станках. Отверстия обрабатывают сверлением, рассверливанием, растачиванием, зенкерованием, развертыванием. Каждый из указанных способов характеризуется определенной точностью обработки и, следовательно, применяется в зависимости от требований, предъявляемых к данному отверстию.
- Сверление отверстий
- Центрование отверстий
- Растачивание отверстий
- Развертывание отверстий
- Зенкерование отверстий
К отверстиям предъявляются различные требования по точности, прямолинейности оси, правильности геометрической формы, шероховатости поверхности.
Цилиндрические отверстия бывают гладкие, ступенчатые, с канавкой (выточкой). Отверстия могут быть также сквозными или глухими (рис. 70, а—д).
Диаметры отверстий контролируют штангенциркулем с точностью отсчета до 0,1 мм или 0,25. При замерах штангенциркулем ШЦ-П с точностью до 0,05 мм учитывают толщину губок. Отверстия диаметром 120 мм и выше измеряют микрометрическим нутромером с точностью до 0,01 мм. Глубокие отверстия большого диаметра (например, полости цилиндров) контролируют индикаторным нутромером, который предварительно настраивают на размер по эталонному кольцу или по микрометру. Индикатор показывает отклонение от установленного размера с точностью до 0,01 мм.
В крупносерийном и массовом производстве отверстия контролируют предельными калибрами-пробками. Если проходная пробка ПР без усилия проходит в отверстие, а непроходная НЕ — не проходит, то размер отверстия находится в пределах допуска. Для контроля отверстий диаметром 80 мм и более применяют срезанные и пластинчатые пробки. Такие пробки легче, кроме того, ими можно выявлять овальность отверстия, производя контроль отверстия в двух взаимно перпендикулярных направлениях. Перед контролем калибром-пробкой полость отверстия очищают от стружки и протирают. Протирать отверстие и контролировать размер допускается только после полной остановки вращения шпинделя. Калибры-пробки хранят в вертикальном положении или укладывают на панель из пенопласта.




Нарезка резьбы на алюминии
Внутренние и внешние резьбы на дюралевых деталях делают всеми обыкновенными способами механической обработки, также способом накатки с пластической деформацией материала (набросок 5). Идеальнее всего резьба выходит на термически упрочняемых дюралевых сплавах. До поперечника 6 мм используют обыденные метчики для стали, а для огромных поперечников используют особые метчики для алюминия. Метчики для алюминия имеют увеличенные канавки для удаления стружки.
READ Станок Для Заточки Цепи Sadko
Для выполнения внешней резьбы обычно используют обыденные плашки, также способы пластической накатки без образования стружки.
Набросок 5 – Вырезка резьбы в алюминии
Устройство и принцип работы зенкеров по металлу
Конструкция:
- Режущая часть. Состоит из калибровочной части, режущих зубьев.
- Рабочая часть. На ней расположены режущие кромки по спирали.
- Шейка. Переход между хвостовиком, рабочей частью.
- Хвостовик. Эта часть закрепляется в патроне электроинструмента или промышленного оборудования.
- Лампа. Конечная часть хвостовика. Она нужна для передачи вращающего момента от привода.
После запуска электродвигателя оснастка начинает вращаться, срезая слой металла острыми кромками, зубьями. Постепенно она углубляется в металлическую деталь, обрабатывая поверхности отверстия.
Зенкер с рабочим диаметром 16 мм.
Зенкер. Назначение и виды инструмента
Зенкер – инструмент, предназначенный для получистовой обработки металла. Внешне представляет собой металлический вал с режущими поверхностями, напоминающий сверло. Он создан специально для металлообрабатывающей промышленности. Выпускается по ГОСТ 12489-71, ГОСТ 3231-71 или ТУ 2-035-923-83 в соответствии с разновидностью устройства.
Зенкеры подразделяются: По типу закрепления в патроне станка:
- хвостовые;
- насадные.
По особенностям конструкции:
- цельные;
- сборные;
- сварные;
- с твердосплавными пластинами и без них.
По геометрической форме:
- цилиндрические;
- конические;
- обратные.
По направлению ленточек и канавок:
- правого вращения;
- левого вращения.
Цельные хвостовые зенкеры наиболее похожи на свёрла, но отличаются наличием большего количества режущих кромок. В их поперечном сечении насчитывает от 3 до 6 таких острых зубчиков. Для изготовления применяется быстрорежущие инструментальные стали Р9, Р18, а также легированные пластины с повышенной твёрдостью и износоустойчивостью ВК4, ВК6, ВК8, Т15К6. Допустимая скорость резания у моделей с твердосплавными вставками выше, что увеличивает их КПД.
В их поперечнике строго 4 зубца. Сама насадка иногда комплектуется съёмными рабочими лезвиями из твёрдых сплавов. Фиксируются резаки клиньями, и могут заменяться по мере надобности.
Конический зенкер похож на бур, рабочая часть инструмента сужается к его концу. Применяется для обработки наклонных круговых поверхностей. Изготовляются из легированной стали и металлокерамики.
Ленточки сверла-зенкера могут быть закручены в разных направлениях, соответственно выделяют профили правого и левого вращения. Зенкеры левого вращения применяются в токарных полуавтоматах, осуществляющих подачу материала с правой стороны.

Выбор разновидности зенкера напрямую обусловлен размером отверстия в заготовке и её материалом. При диаметре до 12 мм работают цельными зенкерами, начиная от 20 мм – зенкерами-насадками и инструментом со вставными легированными лезвиями. Когда требуется сделать более гладкие и крупные отверстия в станок устанавливаются комбинированные модели, где может быть до восьми острых зубчиков, при этом данные зенкеры опционально комбинируются со сверлами, развертками и другими сверлильно-режущими инструментами.